Txapa zuzentzekometalezko xaflak edo bobinak berdintzeko erabiltzen den gailua da. Bere eginkizun nagusia materialen prozesatu eta garraioan sortutako uhinak eta deformazioa bezalako akatsak ezabatzea da, materialen gainazala leunagoa izatea eta bere dimentsioko zehaztasuna eta kalitatea hobetzea.
Txapa berdintzeko makinak oso erabiliak dira metalen prozesaketa, automobilgintza, aeroespaziala, dekorazio arkitektonikoa eta beste industria batzuetan kalitate handiko lehengaiak eskaintzeko ondorengo prozesatzeko.

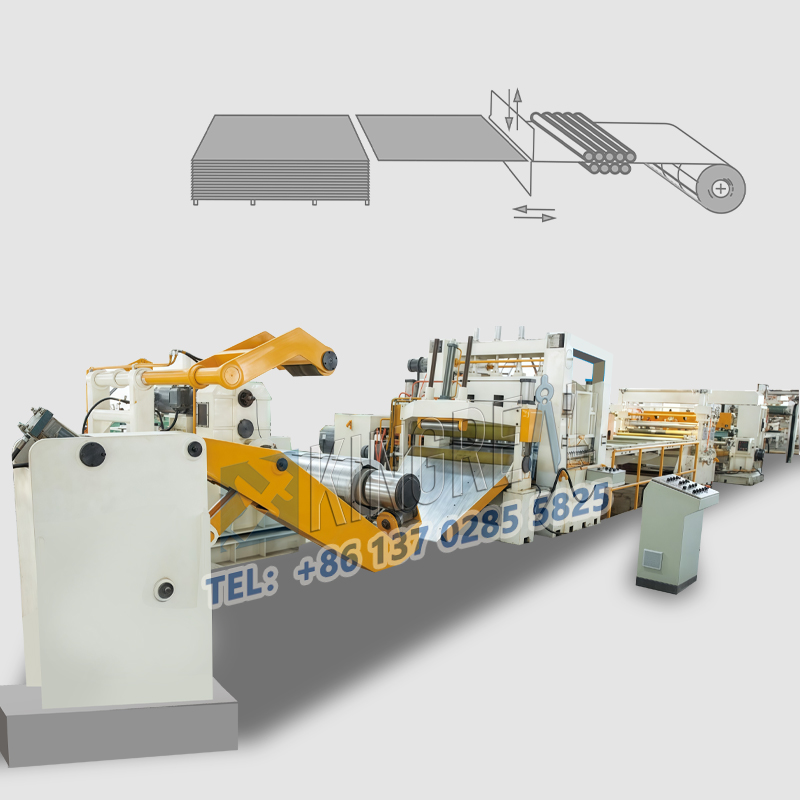
Txapa berdintzeko makinak metalezko xaflari presioa egiten dio estu antolatutako arrabol batzuen bidez (arrabol berdintzaile izenekoak), behin eta berriz okertuz, barneko tentsioa eta gainazaleko akatsak kentzeko. Berdinketa arrabolak, oro har, bi ilaratan banatzen dira, goiko eta beheko. Arrabolen hutsunea, angelua eta presioa zehaztasunez doituz, materialak lautasun eta akabera ezin hobea lor dezake xafla zuzengailutik igaro ondoren.
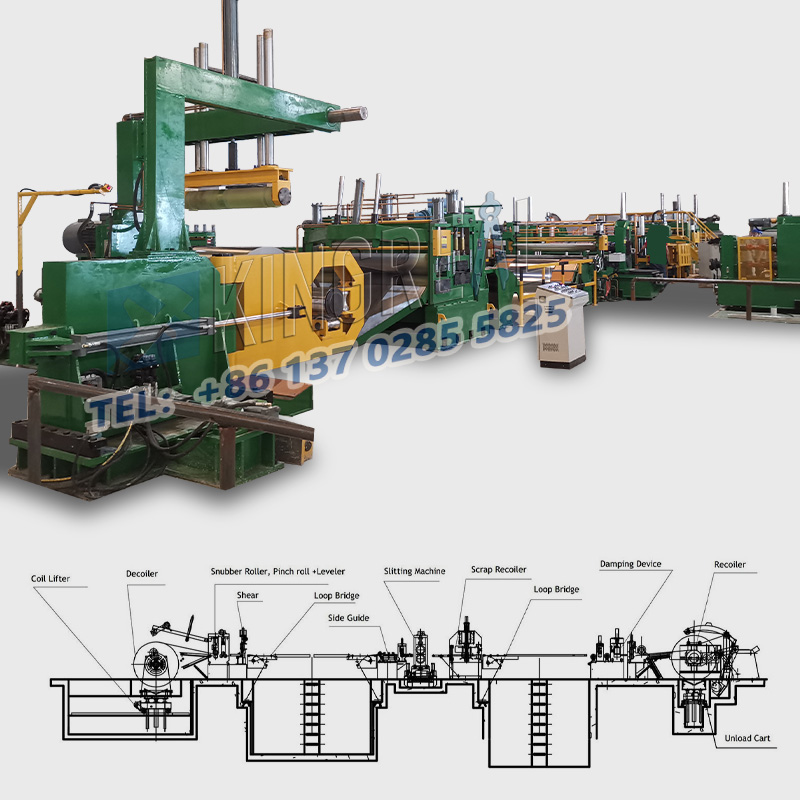
1. Elikadura-sistema: xafla edo bobina berdintzeko makinara gidatzeaz arduratzen da, normalean pintxa-arrabolak edo gida-arrabolak barne.
2. Berdinketa arrabolen taldea: oinarrizko osagaia, indar handiko arrabolen multzo anitz barne, berdinketa efektua zehazten dutenak.
3. Euskarria arrabola: berdinketa-arrabol osagarria, egitura-indarra areagotu, arrabolaren egonkortasuna eta iraunkortasuna bermatu.
4. Gidatze sistema: gidatzea arrabol berdintzailea motorrean zehar biratzeko potentzia egonkorra emateko.
5. Kontrol-sistema: berdinketa-makina modernoak PLC edo ukipen-pantailaren kontrol-sistemekin hornituta daude, parametroen doikuntza, funtzionamendu automatikoa eta akatsen diagnostikoa egin dezaketenak.
- Metalen konformazioa: estanpazio, tolestu eta bestelako prozesuetarako xafla lauak eskaini.
- Dekorazio arkitektonikoa: metalezko sabai lauak, horma gortinak, etab.
- Automobilgintza: karrozeria panelen lautasuna bermatu eta muntaketaren kalitatea hobetu.
- Industria elektrikoa: metalezko maskor material lauak ekoitzi.

Ekoizpen-lerro askotan hornituta daude xafla zuzengailuak. Eragile askok uste dute oso trebeak direla txapa zuzentzeko. Xafla zuzengailuak ustiatzean, askotan oinarrizko urrats bat saltatzen dute. Izan ere, hau oso ez-estandarra da. Azter dezagun nola funtzionatzen duen makina zuzen eta modu estandarrean. Espero dut lagungarri izatea.
Txapa zuzentzailearen funtzionamendu-urrats zuzenak eta normalizatuak hauek dira:
1. Txapa zuzentzeko operadoreek lanbide-prestakuntza egin behar dute, lan egiteko ziurtagiria eduki behar dute eta lan-babeserako hornigaiak behar bezala erabili behar dituzte.
2. Erabili aurretik, egiaztatu ekipamendua ekipamendua ikuskatzeko txartelaren eskakizunen arabera.
3. Ekipamendua egiaztatu eta baldintzak betetzen dituenean, martxan jarri berdintzeko makina.
4. Ezarri dagozkien parametroak industria-ordenagailuan, zuzendu beharreko altzairu-plakaren deformazio-mailaren, lodieraren eta materialaren arabera.

5. Zuzendu aurretik, egokitu irekiera zenbatekoa lehenik. Goranzko irekiera zenbatekoa positiboa da, eta beheranzko irekiera zenbatekoa negatiboa. Ezarri pantaila digitala "±0" moduan "0" puntuan. Laneko arrabolaren irekiera-kopurua doitzean, ez da onartzen betetzearekin behera sakatzea.
6. Altzairuzko plaka elikatzen denean, berdintzeko makinaren erditik sartu behar da, eta ez da okertu behar makina kaltetu ez dadin.
7. Altzairuzko plaka zuzentzen denean, makinak behin pasa behar du ahalik eta gehien, eta ez gelditu. Makina trabatuta badago materiala trabatzeagatik, sakatu makina nagusia gelditzeko edo biratzeko botoia altzairuzko plaka itzultzeko. Erabat debekatuta dago habe mugikorren dagozkion botoiak aktibatzea.
8. Altzairuzko plaka berak proba behin gainditu ondoren, bere balioa gorde behar da hurrengo zuzenketa egiteko.
9. Altzairuzko plaka uhina da zuzenketan zehar, eta horrek esan nahi du laneko arrabolaren presioa handiegia dela eta goranzko laneko arrabolaren bidez doitzen dela.
10. Mantendu ekipoa uneoro garbi. Erabili ondoren, arrabolak, mahaiak, estalkiak, estalkiak, etab. garbitu eta hornitu behar dira, arrabolen gainazala olioztatu behar da, eta katea 30-50 lan orduro hornitu behar da herdoila saihesteko eta normalari eragin ez diezaion. makinaren funtzionamendua.
11. Txapa-zuzengailua amaitu ondoren, moztu elikadura iturria eta garbitu ekipamendua.
① Zehaztasun berdinketa. KINGREAL STEEL SLITTER xafla zuzentzeko arrabol anitzek osatzen dute. Arrabol anitzeko gurpilen abantaila maila zehatza lor dezaketela da, metalezko plaken lautasuna hobetu eta hurrengo prozesua hobeto burutu dezaketela.
② Berdinketa abiadura azkarra. 1,2 mm-ko lodierako metalezko xafletarako, KINGREAL STEEL SLITTER-en mailaketa-abiadura maximoa 120 m/min irits daiteke, eta 3 mm-ko lodierako xafletarako, gehienezko abiadura 80 m/min izatera irits daiteke.

③ Automatizazio maila altua. KINGREAL STEEL SLITTER xafla zuzengailuak makineria automatizatua erabiltzen du metalezko plakak berdintzeko eskuzko funtzionamendurik gabe. Eskulana askatzen du neurririk handienean.
④ Bezeroen ekoizpen beharrak asetzea. KINGREAL STEEL SLITTER xafla zuzengailuak eredu desberdinak ditu bezeroek prozesatutako plaken lodiera, zabalera eta materialaren behar desberdinak asetzeko. Ekoizpen-behar berezi batzuk badituzu, kontsultatu KINGREAL STEEL SLITTER. Ingeniariek soluzio pertsonalizatu ezin hobeak emango dituzte zurekin guztiz komunikatu ondoren.