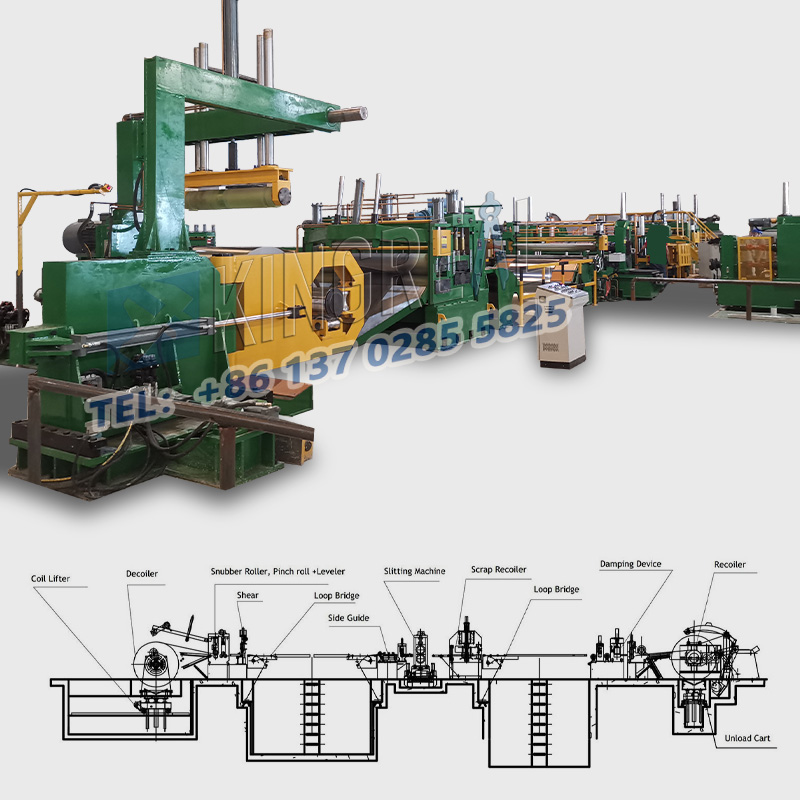
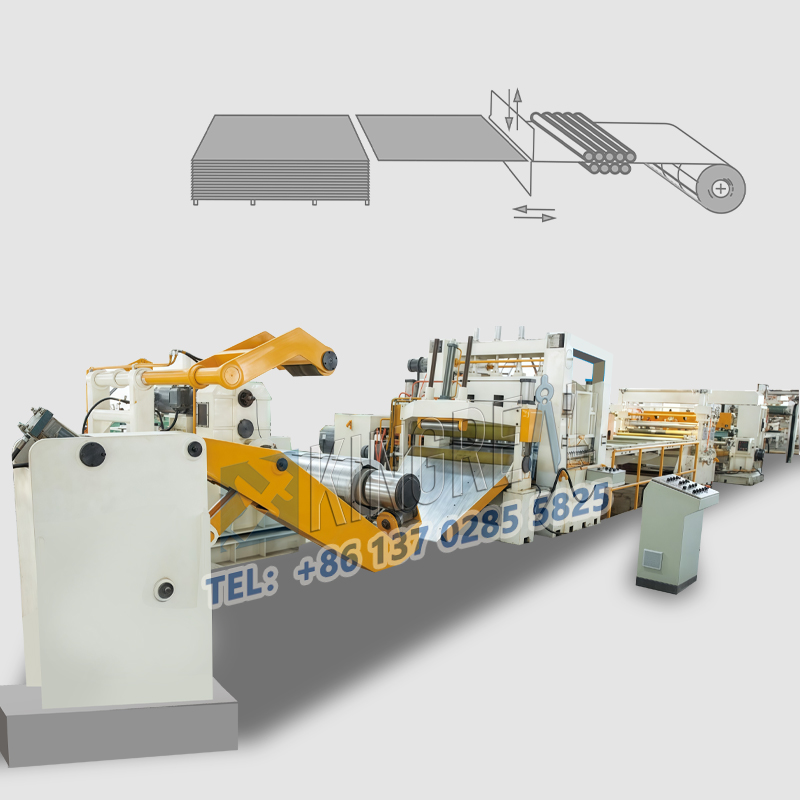
(I) kalibrazioaZabaltze astuna ebaki luzerako lerroaOsagai nagusiak
Feed Roller Zehaztasuna:
Arrabolaren gainazalaren paralelismoa aldizka egiaztatu, errorea ≤0.05mm / m-ren barruan kontrolatu behar da eta sentimendu-neurketa bat erabili behar da arrabolaren gainazalaren eta plakaren gainazalaren arteko aldea neurtzeko. Janak 0,1 mm gainditzen badu, lurra edo ordezkatu behar da; Erabili laser interferetometro bat servo motor kodetzailea kalibratzeko, eta jarioaren posizionamendu zehaztasuna ≤ + 0,1mm izan behar da abiadura handiko ebaketa garaian.
Guraizeen pala kalibrazioa:
Goiko eta beheko palen paralelismoa 0,02-0.05mm-tan mantendu behar da, palaen arteko aldea detektatu daiteke plakaren lodieraren arabera, adibidez, plaka meheen arteko hutsunea (≤2mm) 0,01-0.03mm da, eta plater ertain eta lodien arteko hutsunea da (2-6 mm) 0,03-0,08mm;
Pala bertikaltasun-errorea ≤0.03mm / 100mm da. Tolerantzia gainditzen badu, tresnaren titularraren bertikaltasuna ximoak egokitu behar du.
(Ii) neurgailu astunaren eguneroko mantentze-lanak
Lubrifikazio sistema Luzera Luzera Lineara: Egiaztatu engranaje-olio maila astero, kontrolatu olatuen presio sistemaren petrolioaren tenperatura 40-60 ℃-tan.
Luzera egiteko sistema elektrikoa. Luzera Makina ebaki: kodetzailea, garbitu erregela eta beste sentsore batzuk alkoholarekin alkoholarekin eta ordezkatu motor karbono eskuila 1/3 baino gehiago daramatzan; Piezak lotzeko: aldizka berriro egiaztatuTresna titularraren edo elikatzeko mekanismoaren oreka, adibidez, M12 Bolt-en momentua 80-100N · m-tan mantendu behar da.

(I) ebakitzeko abiadura eta elikadura abiadura lotzea
Material eta lodiera desberdinen xedeak egokitu behar dira: hotzeko altzairuzko xaflak (0,5-3mm) ebakitzeko abiadura 30-80 m / min, elikatzeko abiadura 25-70 m / min, hozte sistema aktibatu behar da abiadura handiko ebaketa garaian; Altzairu herdoilgaitzezko plakak (1-5mm) abiadura murrizteko abiadura 15-40 m / min, elikadura abiadura 10-35m / min eta pala estali behar da lata estaldurarekin; Aluminiozko aleazio plakak (0,8-4mm) abiadura murrizteko abiadura 40-100 m / min, elikadura abiadura 35-90 m / min, spray ebaketa fluidoen lubrifikazioa erabiltzen da.
(Ii) Blade angelua eta sakatuz jateko angelua (goiko eta beheko pala angelua) plakaren ezaugarrien arabera doitzen da, plaka meheetarako, 12-12 ". Plakaren lodiera, 2-3kn 1mm platererako, 2-3kn 3mm plaka 5-7kn, presio sentsorearen bidez denbora errealeko jarraipenak, presio nahikorik ez da plaka okertu dezake.

(I) bobinak / plakak onartzeko arauak
Lautrea: altzairuzko plakaren alboko tolestura ≤1mm / m, waviness ≤3mm / 2m, tolerantzia murriztu behar da ebaki aurretik:
Gogortasunaren desbideraketa: lote bereko plakaren aldea lote berean ≤15hb, Rockwell gogortasun-probatzailearekin ausazko ikuskapena, gogortasun irregularrak ez da inkoherentea.
(Ii) kreatizazio hutsak
Gainazal garbiketa: kendu olio orbanak eta oxidoaren eskala (azetona edo mekanikoki leundua), hondar-ezpurutasunak pala higadura larriagotuko du; Bobina Tentsiorik gabeko tentsioa: doitu lodieraren arabera, 0,5mm plakaren tentsioa 50-80n / mm, 2mm plaka 150-200n / mm, ez da tentsio nahikorik erraz elikatzeko irristaketa eragin dezake.

(I) Pre-lan prestakuntza puntuakZabaltze astuna ebaki luzerako lerroa
Parametroa ezartzeko praktika: "Abiadura-teklaren gaineko Presio" materialen arauekin bat egiten ikasi, adibidez, 3mm altzairu herdoilgaitza moztean, pala 0,05mm, 6KN; Ikasi tresna automatikoen ezarpen sistemak erabiltzen, hala nola laser tresnen ezarpen tresnak, erremintak ezartzeko zehaztasuna ≤0.02mm.
Epaiketa anormaleko gaitasuna luzera luzea egiteko. Gelditu zabalera astuna lerro luzera lerroa berehala, pala ertza egiaztatzeko, pala talka bezalako zarata anormalak entzuterakoan; Ebaki gainazalean dagoen lurrak 0,1mm gainditzen duenean, epaileak pala higadura edo hutsune handiegia den ala ez.
(ii) Operazio prozesuaren estandarizazioa neurketa-makinara ebakitzeko
Hasteko berogailua: 10-15 minutuz hutsik egon zaitez zerbitzu sistema beraren gorabehera ≤2 ℃ eta egonkortasun termikoa lortzeko;
Lehenengo pieza hiru ikuskapenak: lehen pieza moztu ondoren, erabili Vernier kalibrea 0,02 mm-ko zehaztasunarekin, tamaina neurtzeko, markatze adierazlea lautada detektatzeko eta ikusmen egiaztatzeko.

(i) Lineako detekzioa esan nahi duZabaltze astuna ebaki luzerako lerroa
Sentsore fotoelektrikoak denbora errealean kontrolatzen du eta automatikoki alarmatzen du desbideratzeak 0,3mm gainditzen duenean: Infragorriko termometroak pala tenperatura kontrolatzen du eta 120 ℃ c gainditzen duenean ureztatzeko ur hoztua edo aireko hozteak hasten ditu.
(ii) Lineaz kanpoko laginketa estandarra neurgailu astunaren luzera
Luzera tamaina: Errorea onartzen da ≤1000 mm ± 0,5mm denean, erabili Vernier kale bat ausaz egiaztatzeko 1 pieza bakoitzeko 50 pieza; Desbideratze diagonala: 1000mmx1000mm-ko desbideratze bat desbideratzeko aukera, altzairuzko zinta neurketa bat erabili. orduak.
(Iii) Kalitate arrunten arazoetarako irtenbideak luzera astunaren lerroetarako
Tamaina tolerantziaz: jarioaren arrabolak irristatzen badu, doitu tentsioa edo jantzi jantzia; Servo Motor kodetzaileak huts egiten badu, erabili osziloskopio bat pultsu seinalea detektatzeko eta kaltetutako zatiak ordezkatzeko.
Ebaketa gainazaleko Burrerrak estandarra gainditzen du: pala ertz erradioa> 0,03 mm-koa denean, ≤0.01mm-ra berriro ehotu behar da; Irakurri pala hutsuneak balio estandarrari.

Tailerreko tenperatura eta hezetasuna: tenperatura 15-30etan kontrolatzen da, hezetasuna ≤60% RH, saihestu plakaren herdoilak ingurune hezea dela eta;
Neurri sismikoen aurkako neurriak: ekipamendu fundaziorako ≥300 mm-ko lodiera batekin hormigoia isurtzea, bibrazio iturrietatik urruntzea, hala nola punch prentsak (bibrazio bizkortzea ≤0.5g); Segurtasun interkonexioa: larrialdietarako botoiaren erantzuna denbora ≤0,5 segundo,Zabaltze astuna moztu beharreko makinaraautomatikoki botatzen da babesa aktibatuta dagoenean.