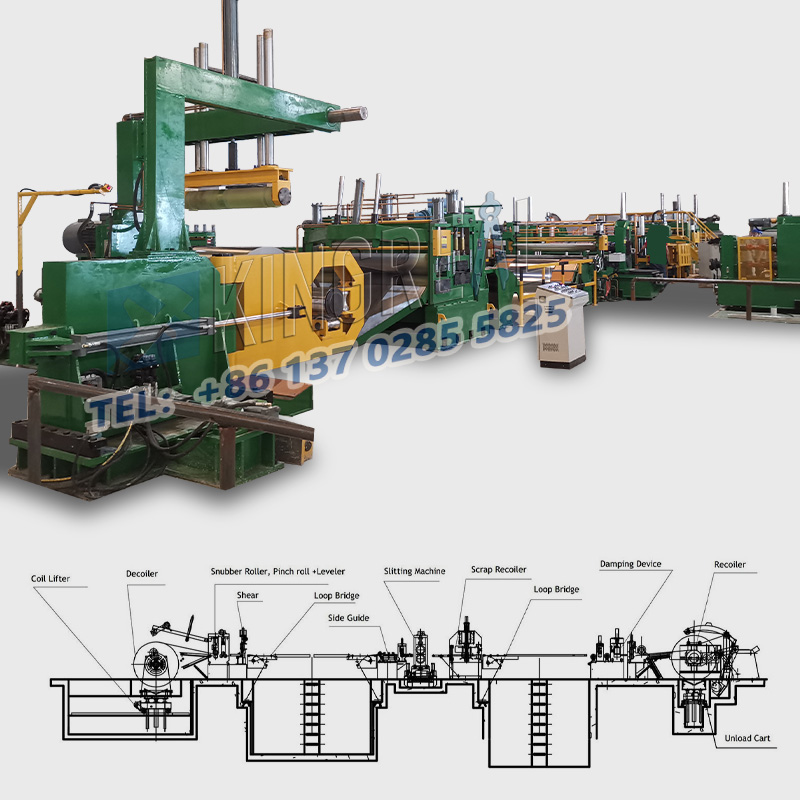
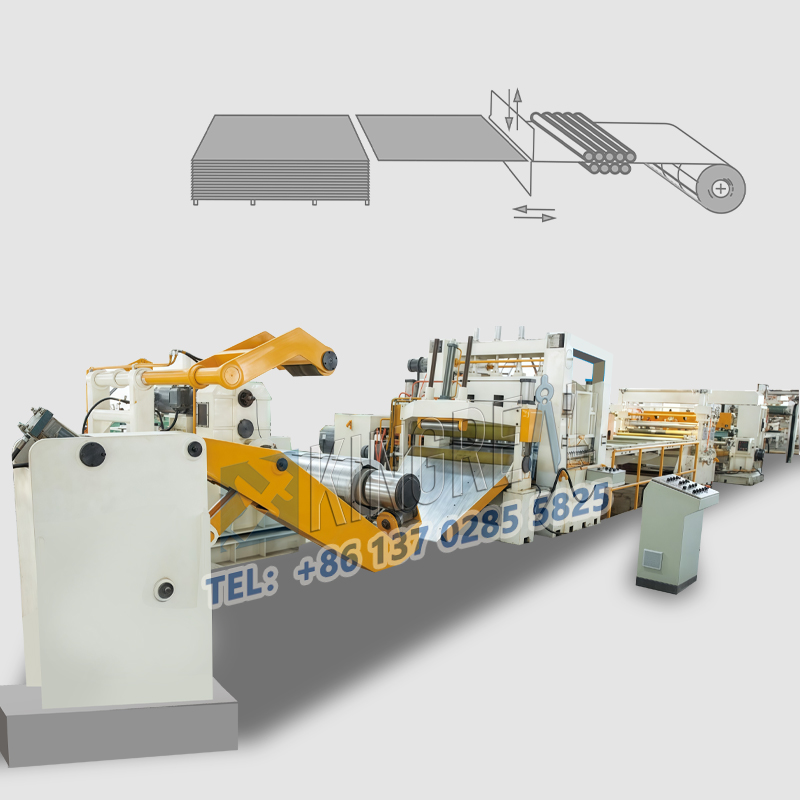
Altzairu herdoilgaitza luzera lerroetara ebakiMetalurgia industrian oso erabiliak dira metalezko bobinak, altzairua, altzairu herdoilgaitza, aluminioa, burdina, hotza, beroa eta PPGI.
Ekoizpenean eman duten errendimendu bikaina izan arren, altzairu herdoilgaitzezko makinak, oraindik ere, ebakuntza garaian desbideratzea izan daiteke.
Artikulu honek arazoak konpontzeko desbideratze-desbideratzea murriztuko da altzairu herdoilgaitzezko lerroetan hiru ikuspegietatik: egitura mekanikoa, kontrol programa eta parametroak eta materialen eta prozesuaren bateragarritasuna.

(1) Gidatu osagaia higadura
-AnAltzairu herdoilgaitzezko ebaki makinak, unitatearen osagaiak higadura desbideratze kausa ohikoa da.
Engranajeek, sprockets eta denbora luzez martxan egon diren beste disko osagaiak higatu daitezke, elikadura zehaztasun murriztua eta, ondorioz, eragindako dimentsioak eraginda.
Altzairu herdoilgaitzezko sintomak Linearen porrota murrizteko sintomak: adibidez, automobilgintzako pieza fabrikan, altzairu herdoilgaitzezko ebaki baten gidariek% 30 higadura izan zuten. 5 mm-ko altzairuzko plakak etengabe mozten dituzunean, dimentsioko gorabeherak 0,3mm-koak izan ziren, ± 0,2 mm bitarteko onargarria gaindituz.
Irtenbidea: gai honi aurre egiteko, diskoen osagaien ohiko ikuskapena gomendatzen da. Gear hortzetako higadurak% 15 edo katearen luzapena gainditzen badu% 2 gainditzen du, berehala ordezkatu beharko lirateke.
Aldi berean, transmisio-erlazioa kalibratu behar da transmisio mekanikoaren zehaztasuna leheneratzeko. Neurri honek ebaketa egonkortasuna eta zehaztasuna nabarmen hobetu ditzake.
(2) Tresna-gida-trenbidea
Tresna-eta gida trenbidearen arteko garbiketa handitzea faktore garrantzitsua da ebaketa desbideratzen laguntzen duena. Denborarekin, Tresna Gidaren Gida Trenbideak higidura elikatuak dira, eta hori handitu egin daiteke, erreferentziaren egonkortasunari eragin diezaiokeela.
Altzairu herdoilgaitzezko sintomak Linearen porrota murrizteko sintomak: inguruabar normaletan, tresna-titularraren eta gida-trenaren arteko garbitasuna 0,05mm baino txikiagoa izan behar da. Gehiegizko agerraldiak tresnak ebaketa egitean wobble eragin dezake, ebaki xaflaren tamainaren gorabeherak.
Irtenbidea: erabili sentimendu-neurgailua garbiketa egiaztatzeko. Balio estandarra gainditzen badu, doitu gida trenbidea txertatu edo kaltetutako gida-trenaren graduatzailea ordezkatu. Egokitzapen honen ondoren 0,25mm-tik 0,25mm-tik 0,05 mm-ko ebaketa desbideratzea murriztu da doikuntza honen ondorengo eraginkortasuna.
(1) Programako akats logikoak
-Analtzairu herdoilgaitzezko ebaki makinaEragiketak, PLC programako logika akatsak ebaketa desbideratze kausa ohikoa da. Programako elikaduraren eta ebaketa argibideen denboraren denbora-nahasteak ebaki dezake materiala erabat elikatu aurretik, ondorioz, azpikontratatzea lortuz.
Altzairu herdoilgaitzezko ebaketaren adierazpenak lerroko porrotaren adierazpenak: adibidez, zenbait kasutan, ebaketa materiala erabat elikatu baino lehen hasten da, eta horrek zuzenean ebaketa zehaztasunari eragiten dio.
Irtenbidea: Programaren diagnostikoak erabiltzea gomendatzen da I / O Point estatusa kontrolatzeko eta "Feed-detektatu ebaki" logika berrantolatzeko. Gainera, gehitu atzerapen egiaztapen argibideak ekintza sekuentziaren zehaztasuna bermatzeko. Optimizazio honek nabarmen hobetuko du altzairu herdoilgaitzezko ebaki-egonkortasunaren luzera makina.
(2) Parametro ezarpen okerrak
Parametro zehaztugabeen ezarpenak ere faktore garrantzitsuak dira altzairu herdoilgaitzezko zehaztasunak luzera duten lerroetara murrizteko. Jarioaren luzeraren parametro okerrak edo desmuntatutako ebaketa eta elikagaien abiadurak desbideratze metagarriak sor ditzakete.
Altzairu herdoilgaitzezko sintomak Makina-porrotaren sintomak. Adibidez, jarioaren luzera 100mm-koa ezarrita badago, baina benetako jarioaren luzera 99,5 mm da, epe luzerako funtzionamendua dimentsioko desbideratze garrantzitsua izango da.
Irtenbidea: berriro kalibratu jarioaren pultsua zenbatu (milimetro bakoitzeko pultsu kopurua) eta doitu ebaketa-abiadura plateraren lodiera eta materiala oinarritzat hartuta. Plaka lodietarako, gomendagarria da ebaketa abiadura 30 aldiz / minutu baino gehiago ezartzea, plake meheetarako, 60 aldiz / minutu lor daitekeela.
Parametroak zuzendu ondoren, altzairu herdoilgaitzezko prozesatzeko planta batek 0,1 mm baino gutxiagoko desbideratze metagarria lortu zuen 10 metroko plaka luzeetarako, parametroen zuzenketaren garrantzia erakusten duena.
(1) Plaka irregularra
Altzairu herdoilgaitzezko plakak moztean, estres irregularrek ebaketa egin ondoren, azken dimentsioko egonkortasuna eragin dezakete.
Altzairu herdoilgaitzezko sintomak Linearen porrota murrizteko sintomak: adibidez, hotxatutako plakaren malgukiaren tasa% 1-2 izan daiteke, eta horrek murriztu egin dezake ebaki ondoren dimentsio txikiak eragin ditzake.
Irtenbidea: gomendagarria da xaflaren estresa erliebea egitea, hala nola, berdinketa edo zahartzea edo programaren gaineko udaberria konpentsatzea (materialaren arabera 0,1-0,3mm-ko konpentsazio-balioa ezartzea materialaren arabera). Kalte-ordaina izan ondoren, hotz-xafla errotak ≤0.1mm-ren desbideratze ebaketa bat lortu zuen, ebaketa zehaztasuna bermatuz.
(2) elikatzeko tentsioaren gorabehera
Feed tentsioaren egonkortasuna zuzenean eraginak zehaztasunak murrizten ditu. Jarioaren arrabolaren tentsioa ezegonkorra bada, xaflak elikatzean irrist egin edo zimurtu dezake, kontrolik gabeko ebaketa dimentsioak lortuz.
Altzairu herdoilgaitzezko sintomak Linearen porrota murrizteko sintomak: tentsio-kontrolak huts egiteak elikadura irregularra sor dezake, eta horrek ebaketa-kalitateari eragiten dio.
Irtenbidea: Tentsio Kontrol Sistema ikuskatzea gomendatzen da. Tentsio pneumatikoek zigilua ordezkatzeko behar dute, eta tentsio hidraulikoek presio-sentsorearen kalibrazioa behar dute. Egokitzapenen ondoren, altzairuzko banda errotak tentsioaren gorabehera murrizten du ±% 5etik% 1etik% 1era, ebaketa zehaztasuna hobetzen duena.
 |
 |
 |
FuntzionamenduanAltzairu herdoilgaitzezko ebaki makinak, ebaketa desbideratzea faktoreen konbinazio batek sortzen du. Egitura mekanikoan, kontrol programetan eta parametroetan eta materialen eta prozesuen bateragarritasunean oinarritutako ikerketa integrala modu eraginkorrean identifikatu eta zuzendutako konponketak ezartzea da.
Transmisioaren osagaiak aldizka mantentzen ditu, programaren logika optimizatuz, zehatz-mehatz parametroak egokitzea eta materialen ezaugarrietara egokitzea, fabrikatzaileek ebaketa desbideratzeak minimizatu ditzakete eta automobilgintzako piezak eta hardwareak bezalako industrien ebaketa-zehaztasun zorrotzak betetzen dituzte.
Altzairu herdoilgaitzezko ebaki baten lerroak etengabe hobetuz etengabe hobetu daiteke merkatu lehiakorrean lehiakorra den merkatuan.
Artikulu honetako analisiak eta iradokizunak arazoak konpontzeko estrategia eta irtenbide eraginkorrak eskaintzea espero dugu.