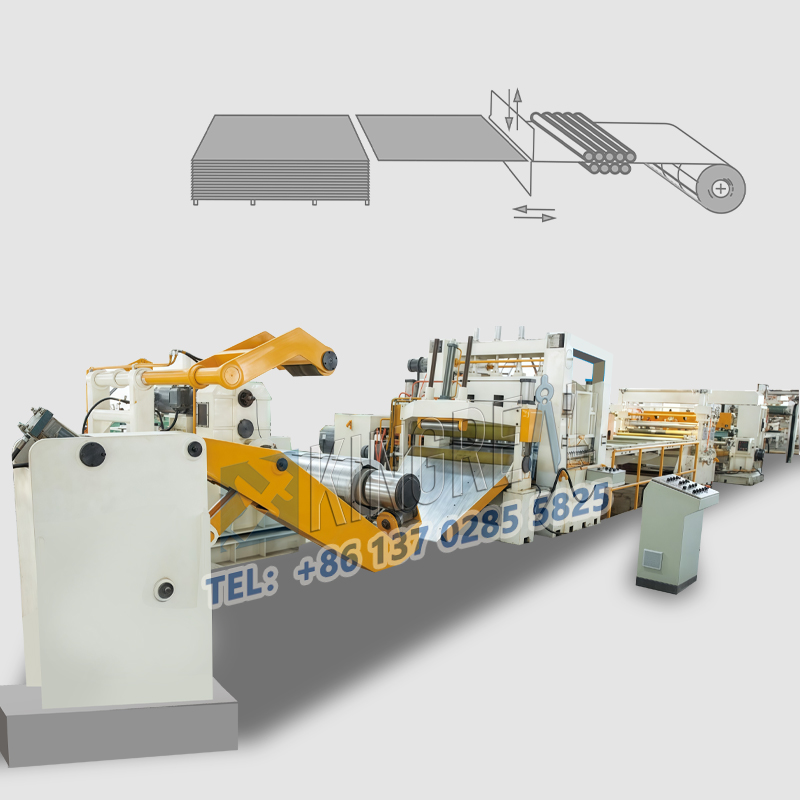
Ekipamenduaren zehaztasunak funtsezko zeregina du ekoizpen-prozesuantxapa luzera moztutako makinak.
Esaterako, doitasun handiko osagai elektronikoetarako beharrezkoa den kobrezko paper mehearentzat, gida-errailaren zuzentasuna eta berunezko torlojuaren zehaztasun-baldintzak oso handiak dira. Edozein desbideratze txiki batek kobrezko paperaren dimentsio ez-kalifikatuak eragin ditzake, eta, ondorioz, osagai elektronikoen errendimenduan eragina izan dezake.

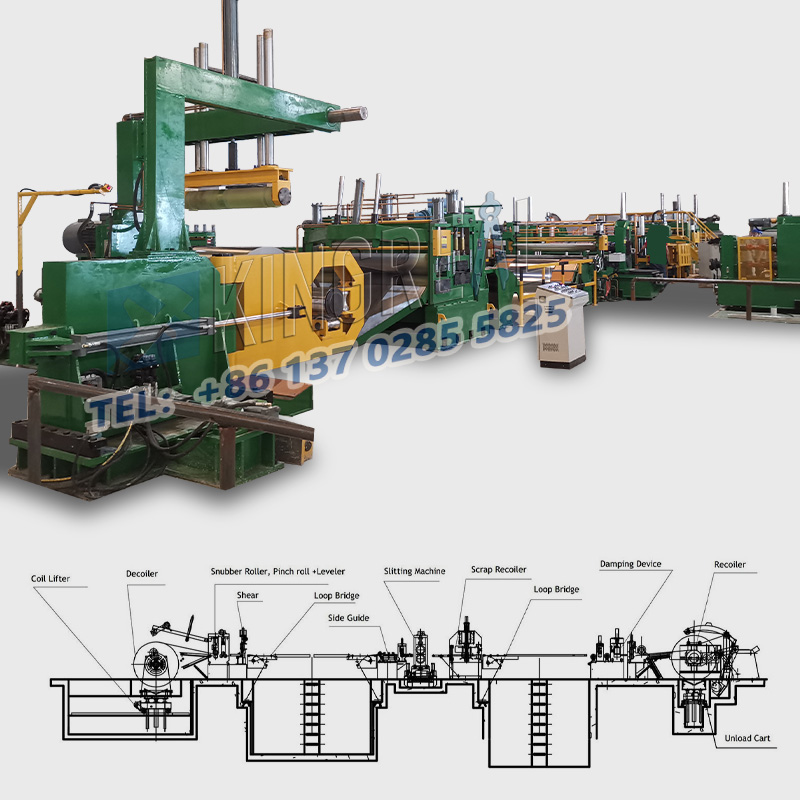
(1) Egitura mekanikoaren zehaztasuna txapa luzera moztutako makinarentzat
A-ren egitura mekanikoatxapa luzera lerrora moztutabere oinarria da, eta osagai bakoitzaren fabrikazio-zehaztasunak nabarmen eragiten du bere errendimendu orokorra.
Esaterako, gida-errailen zuzentasuna nabarmen desbideratzen bada mekanizazioan zehar, xafla-materiala garraiatzeko garaian mugituko da, eta ondorioz ebaketa-dimentsio okerrak izango dira.
Gainera, berunezko torlojuaren zehaztasuna berdin kritikoa da, materialen elikaduraren zehaztasuna zuzenean zehazten du. Pitch-akatsek ebaki-luzeran desbideratzeak eragin ditzakete, azken produktuaren kalitatean eraginez.
Esaterako, doitasun handiko osagai elektronikoetarako beharrezkoa den kobrezko paper mehearentzat, gida-errailaren zuzentasuna eta berunezko torlojuaren zehaztasun-baldintzak oso handiak dira. Edozein desbideratze txiki batek kobrezko paperaren dimentsio ez-kalifikatuak eragin ditzake, eta, ondorioz, osagai elektronikoen errendimenduan eragina izan dezake.
(2) Kontrol elektrikoko sistemaren zehaztasuna txapa luzera moztutako makinarentzat
Luzera ebakitako xafla baten kontrol elektrikoaren sistemak ekipoaren funtzionamendu-parametroak erregulatzen ditu. Bere zehaztasunak erremintaren elikadura-abiadurari eta ebaketa-posizioari zuzenean eragiten dio.
Servomotorren kontrol zehatza oso garrantzitsua da automobilgintzako piezen prozesatzean, batez ere erresistentzia handiko altzairuzko plakak. Osagaien dimentsioko koherentzia bermatzen du eta automobilen muntaketa estandarrak betetzen ditu zizaila-kokapen-errore bakoitza oso sorta estu baten barruan geratzen dela ziurtatuz.
Gainera, garrantzitsua da kontrol-sistemaren erantzun-abiadura. Erantzun azkarrak eta zehatzak makinaren funtzionamendu-baldintzetara moztutako xaflan garaiz doitzeko aukera ematen du, atzerapenek eragindako kalitate-arazoak saihestuz.
(1) Erreminta materialaren hautaketa txapa luzerako makinarako
Intxapa luzera lerroetara moztuta, erreminta materialaren hautaketa prozesatzen ari den plakaren ezaugarrietan oinarritu behar da.
Abiadura handiko altzairuzko erremintak egokiak dira altzairu leuneko xafla arruntetarako, ebaketa-errendimendu handia eta prezio merkean ematen baitute. Baina karburozko erremintak behar dira plaka gogorragoak lantzeko, hala nola altzairu herdoilgaitza eta aleazio altzairua.
Haien gogortasun eta higadura-erresistentzia handiak erremintaren bizitza luzatzen dute eta ebaki kalitatea bermatzen dute.
Sektore aeroespazialeko titaniozko aleazioko plakak prozesatzea erreminta-material are zorrotzagoa eskatzen du, eta erreminta-material ultragogor espezifikoak erabiltzea beharrezkoa da aleazioaren indar eta gogortasun handiari aurre egiteko.
(2)Tresnaren ertzak prestatzea luzerara moztutako txapa makinarako
Moztatutako gainazalaren kalitatean erremintaren ertz zorrotz eta malkartsuak eragin handia du. Ebaketa finko ebaketa-erreminten ertz zorrotzek eta leunek txapa mozten dutenean errebak eta malkoak gutxitzen laguntzen dute.
Kalitate handiko ebaketa-tresnek, adibidez, aluminiozko txapa prozesatzeko dekorazio arkitektonikorako, zizaila-azalera leuna eta uniformea bermatzen dute, eta, beraz, jarraipen artezteko beharra murrizten dute eta produktuaren itxura eta produkzio-eraginkortasuna hobetzen dute.
Gainera, ebaketa erremintaren ertzaren geometria xaflaren lodieraren eta materialaren arabera egokitu behar da ebakidura-indarraren banaketa uniformea bermatzeko eta, beraz, xafla deformazioa eragin dezakeen tentsio-kontzentrazioa saihesteko.
(3) Erremintaren mantentze-lanak eta ordezko txapa luzera moztutako makinaren ordez
Erremintaren mantentze-lanak eta zaintza erregularrak, hala nola garbiketa eta olioztatzea, modu eraginkorrean herdoila eta higadura handitzea saihestu dezakete.
Erremintaren higadura kontrolatzea eta larriki gastatutako tresnak berehala ordezkatzea funtsezkoa da txapa luzera moztutako lerroaren funtzionamendu etengabea eta egonkorra bermatzeko. Oro har, erreminta ordezkatzea kontuan hartu behar da ertzaren higadura maila jakin batera iristen denean (adibidez, 0,2 mm-0,5 mm, erremintaren materialaren eta prozesatzen ari den xaflaren arabera).
Gehiegi gastatutako tresnak etengabe erabiltzeak txapa-zizailaren kalitatea nabarmen murrizten du, eta dimentsio-desbideraketak eta errebak areagotu ditzake.
(1) Elikadura-sistemaren egonkortasuna txapa luzera moztuta
Elikadura-sistema egonkorra ezinbestekoa da xafla uniformea eta zehatza bermatzekotxapa luzera moztutako makina.
Elikadura-arrabolen gainazaleko zimurtasunak eta biribiltasunak xafla leunaren garraioan eragin dezakete. Xaflak bidaian zehar dardara egingo du elikadura-arrabolak zakarrak badira edo nahiko biribilak ez badira, eta zizaila-dimentsio-aldaketak eragingo ditu.
Gainera, elikadura-motorearen gidatzeko momentuaren egonkortasuna garrantzitsua da; gidatzeko momentuaren aldaketek elikadura-tasa irregularrak eragin ditzakete.
Zehaztasun-tresnen osagaien orriak prozesatzen direnean, kokapen fotoelektrikoa gailuak erabili ohi dira xaflaren kokapen zehatza eraginkortasunez bermatzeko eta produktuaren kalitatea hobetzeko.
(2) Posizionatzeko gailuaren zehaztasuna luzera lerrora moztutako xaflarako
Kokatze-gailu zehatz batek xafla moztu aurretik behar bezala kokatuta dagoela ziurtatzen du. Kokapen-gailuaren zehaztasuna xafla prozesatzeko zehaztasun-baldintzen arabera egokitu behar da, oro har ± 0,1 mm eta ± 0,5 mm lortuz.
Kokatze-metodo arruntak kokapen mekanikoa eta kokapen fotoelektrikoa dira. Posizionamendu mekanikoak egitura sinpleagoa eskaintzen du baina zehaztasun nahiko baxua, eta kokapen fotoelektrikoa, berriz, zehaztasun handiagoa eta erantzun-abiadura azkarragoak eskaintzen ditu.
Zehaztasun-tresnen osagaien orriak prozesatzen direnean, kokapen fotoelektrikoa gailuak erabili ohi dira xaflaren kokapen zehatza eraginkortasunez bermatzeko eta produktuaren kalitatea hobetzeko.
(1) Ebaki-abiaduraren doikuntza luzera moztutako txapa-makinarentzat
Ebaki-abiadura xaflaren lodieraren eta materialaren arabera aukeratu behar da. Zizaila-abiadura igo daiteke xafla meheagoetarako, irteera-eraginkortasuna areagotzeko.
Xafla lodiago edo gogorragoetarako, ordea, zizaila-abiadura bizkorregiak xafla tolestu eta erremintaren higadura areagotu dezake. Adibidez, zizaila-abiadura minutuko 30-50 trazuetara egokitu daiteke 1 mm-ko lodiera duten altzairuzko xafla arruntak prozesatzeko; 5 mm-ko lodiera duten erresistentzia handiko altzairu xafletarako, zizaila-abiadura minutuko 10-20 kolperaino jaitsi behar da.
(2) Ebakidura-hutsunearen ezarpena luzera lerrora moztutako xaflarako
Aluminio aleazioko xaflak prozesatzen direnean, leuntasunagatik, balio txikiagoa erabil daiteke. Hala ere, altzairu gogorragoa prozesatzen denean, ebakidura-hutsune handiagoa behar da.
Hutsune txikiegiak erremintaren higadura bizkortuko du eta erremintak ere kaltetuko ditu, tarte handiegiak, berriz, moztutako gainazalean errebak eta malkoak eragingo ditu.
Orokorrean, ebakidura tartea xaflaren lodieraren % 5-10ean ezarri behar da (balio espezifikoa xafla materialaren araberakoa da).
Aluminio aleazioko xaflak prozesatzen direnean, leuntasunagatik, balio txikiagoa erabil daiteke. Hala ere, altzairu gogorragoa prozesatzen denean, ebakidura-hutsune handiagoa behar da.