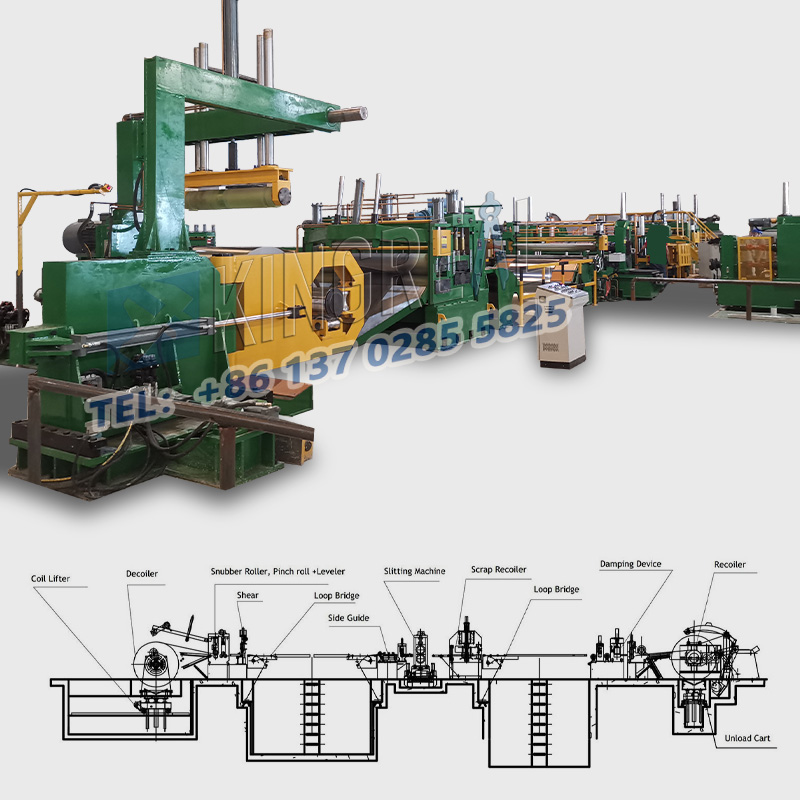
Industria modernoan,metalezko bobina zatitzeko lerroakfuntsezko ekipamenduak dira metalezko bobinak zatitzeko, bereziki siliziozko altzairuzko bobinak. Metalezko bobinak mozteko makinak zehatz-mehatz zatitu ondoren, siliziozko altzairuzko bobinak nukleoetan pilatzen dira. Oinarrizko kalitatearen kontrola ezinbestekoa da ekipo elektrikoen errendimendua bermatzeko. Beraz, zer lotura estua dago metalezko bobinaren zatiketa-lerroen eta nukleoaren kalitatearen artean? Artikulu honek, KINGREAL STEEL SLITTER, galdera honi erantzungo dio.

1. Core Burrs eta Kalitate Kontrola
Nukleoen erreben tamaina nukleoaren zartatzearen kalitatearen adierazle funtsezkoa da. Erreba handiegiek zirkuitu laburrak eragin ditzakete, korronte ertainen galerak areagotu eta pilaren tamainan eta kalitatean eragin handia izan dezakete, nukleoen galerak areagotuz. Hori dela eta, langileek hainbat neurri hartu behar dituzte funtzionamenduan zehar errebak gutxitzeko, edo dauden errebak kentzeko.
Zirkatzeko prozesuan a erabilizmetalezko bobina zatitzeko makina, errebak beti daude neurri batean. Transformadoreak bezalako ekipo elektrikoetarako, 0,03 mm-tik beherako errebaren altuera onartzen da normalean. Estandar hori gainditzen duten errebak gofratu behar dira. Praktikan, trokelen sake egokiak errebaren tamaina eraginkortasunez kontrola dezake. Puntzoiaren eta trokelaren ertzetan pitzadurak lerro zuzena osatzen dutenean, sortutako pieza zurituaren gutxieneko tamaina puntzoiaren tamaina berdina da, eta gehienezko tamaina trokelaren tamaina berdina da, piezaren kalitate handia bermatuz.
2. Metalezko bobina zatitzeko makina-erremintaren instalazio eta funtzionamendu-baldintzak
Tresna gainean instalatzeanmetalezko bobina zatitzeko makina, operadoreak arretaz lerrokatu behar du goiko trokelen erdiko lerroak gainjartzen direla ziurtatzeko, eszentrikotasuna eta elkargunea saihestuz. Gainera, ebaketa-ertzaren inguruko tartea uniformea izan behar da, alde batetik bestea baino lehen kontaktua saihesteko. Moldeen diseinatzaileek arretaz hautatu behar dituzte moldearen materialak, egitura eta sakea; fabrikatzaileek, berriz, zorrozki kontrolatu behar dituzte funtsezko prozesuak, hala nola prozesatzea eta artezketa fina, amaitutako moldeak kalitate estandarrak betetzen dituela ziurtatzeko.
Errebarez gain, metalezko bobinaren zatiketa-lerroaren prozesatzeko kalitatea muinaren zuzentasunean ere islatzen da. Zizailaren ertzaren desbideratzeak barneko tentsioaren magnitudea islatzen du, metalezko bobina txikitzeko makinak ezabatu ezin duena. Beraz, kontrola materialaren barruan egin behar da. Ebakitze-prozesuan zehar, ebakidura-ertzaren desbideratzeak materialaren zuzentasuna zehazten du.
 |
 |
3. Barne tentsioa eta materialaren zuzentasuna
Normalean, desbideratze horrek ganbiltasun- eta ahurtasun-maila desberdinak eragiten ditu, onar daitekeen kurbadura-esparrua 0,8 mm-tik gorakoa ez da 1,5 m-ren barruan. Elikatze-hornidura, aire-hornidura, sistema hidraulikoa, olioaren tenperatura eta beste faktore batzuen gorabeherak direla eta, interferentziak eragin ditzakete akatsak. Beraz, energia-sistema horiei tentsio-egonkortze, presioa murrizteko eta presio konstanteko gailuak gehitu behar zaizkie. Gainera, hainbat blindaje neurri ezarri behar dira sistema elektronikoetan interferentziak saihesteko.
Dauden baldintzetan, operadoreek ezagutu behar dutemetalezko bobina zatitzeko lerroa'ren hainbat kontrol-sistema eta doikuntza-metodo desbideraketak berehala identifikatu eta konpontzeko. Horrela bakarrik hobetu daiteke metalezko bobinak mozteko makinaren ekoizpen-eraginkortasuna eraginkortasunez eta nukleoen kalitatea bermatu.
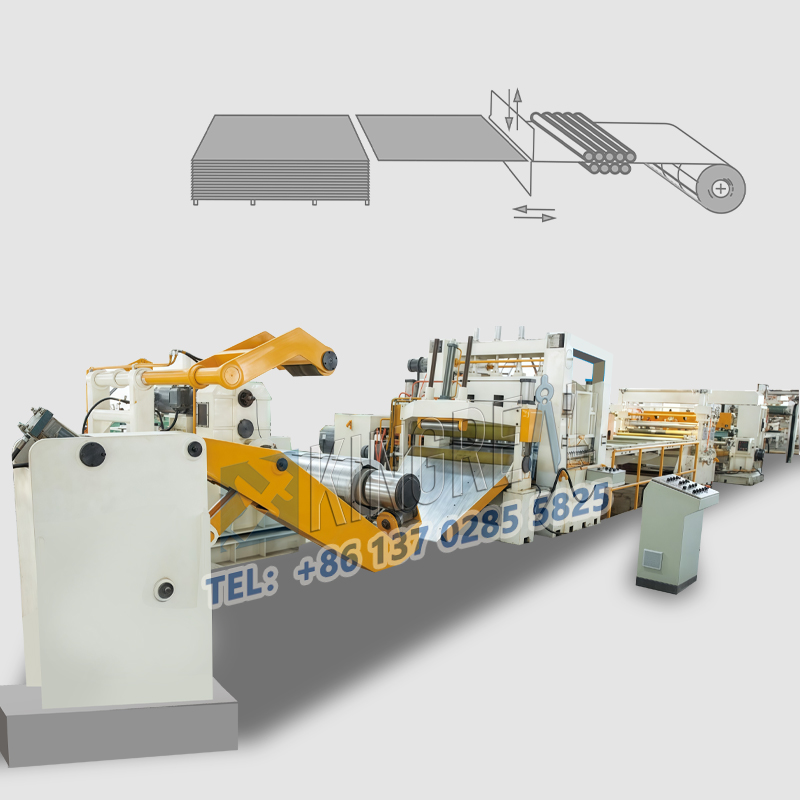
4. Metalezko bobina zatitzeko makinaren parametro teknikoak eta funtzionamendua
-ren parametro teknikoakmetalezko bobina zatitzeko lerroazuzenean eragiten du nukleoen ekoizpen-kalitatean. Esate baterako, ebaketa-erreminten materiala eta zorroztasuna, baita metalezko bobinak ebakitzeko makinaren funtzionamendu-abiadura ere, erreba eta zuzentasuna eragiten duten faktore garrantzitsuak dira. Ebaketa-erreminten zorroztasuna bermatzeko, operadoreek aldizka mantendu eta ordeztu behar dituzte ebaketa-tresnak.
Gainera, metalezko bobinaren zatiketa-lerroaren funtzionamendu-abiadura egokitu behar da materialaren ezaugarrien arabera. Lodiera eta gogortasun ezberdineko siliziozko altzairuzko bobinak prozesatzen direnean, funtzionamendu-abiadura egoki doitzeak errebak eraginkortasunez murrizten ditu eta zizaila-kalitatea hobetu dezake.
5. Kalitatearen Ikuskapena eta Kontrola
Nukleoen kalitatea bermatzeko, kalitatea ikuskatzeko sistema integral bat ezarri behar da. zeharmetalezko bobina zatitzeko makinafuntzionamenduan, moztutako nukleoak aldizka ikuskatu behar dira, hala nola, erreba-altuera eta zuzentasuna bezalako adierazleak egiaztatzeko. Arazoren bat aurkitzen bada, metalezko bobinaren zatiketa-lerroaren parametroak berehala egokitu behar dira edo operadoreak berriro trebatu behar dira produktu-lote bakoitzak kalitate-arauak betetzen dituela ziurtatzeko.
Horrez gain, hainbat kalitate-adierazle erregistratu behar dira ekoizpen-prozesuan, ondoren aztertu eta hobetzeko. Datuen analisiaren bidez, oinarrizko kalitatean eragina duten faktore potentzialak identifikatu daitezke, eta horretarako zuzendutako hobekuntza neurriak ezar daitezke.
6. Metalezko bobinak mozteko makinen etorkizuneko garapenaren norabideak
Aurrerapen teknologikoekin, metalezko bobinak mozteko lerroaren teknologia ere etengabe eboluzionatzen ari da. Etorkizunean, adimentsua eta automatizatuametalezko bobinak zatitzeko makinakpixkanaka industria joera bihurtuko da. Sentsore aurreratuak eta kontrol sistema automatikoak sartuz, zatiketa-prozesuan zehar hainbat parametro kontrolatu daitezke denbora errealean, doikuntza puntualak ahalbidetuz, core kalitate koherentea bermatzeko. Prozesu honetan zehar, operadorearen trebetasunen prestakuntza funtsezkoa da. Langileek metalezko bobinaren zatiketa-lerro berriaren funtzionamendua menperatu behar dute eta mozketa-prozesuan sortzen diren arazo guztiak berehala konpontzeko gai izan behar dute.
 |
 |
arteko harremanametalezko bobinak zatitzeko makinakNormalean, desbideratze horrek ganbiltasun- eta ahurtasun-maila desberdinak eragiten ditu, onar daitekeen kurbadura-esparrua 0,8 mm-tik gorakoa ez da 1,5 m-ren barruan. Elikatze-hornidura, aire-hornidura, sistema hidraulikoa, olioaren tenperatura eta beste faktore batzuen gorabeherak direla eta, interferentziak eragin ditzakete akatsak. Beraz, energia-sistema horiei tentsio-egonkortze, presioa murrizteko eta presio konstanteko gailuak gehitu behar zaizkie. Gainera, hainbat blindaje neurri ezarri behar dira sistema elektronikoetan interferentziak saihesteko.
KINGREAL STEEL SLITTER-ek espero du artikulu honek erreferentzia baliotsua eskaintzea erlazionatutako industrietako profesionalentzat eta metalezko bobinak mozteko teknologiaren aurrerapena sustatzea.