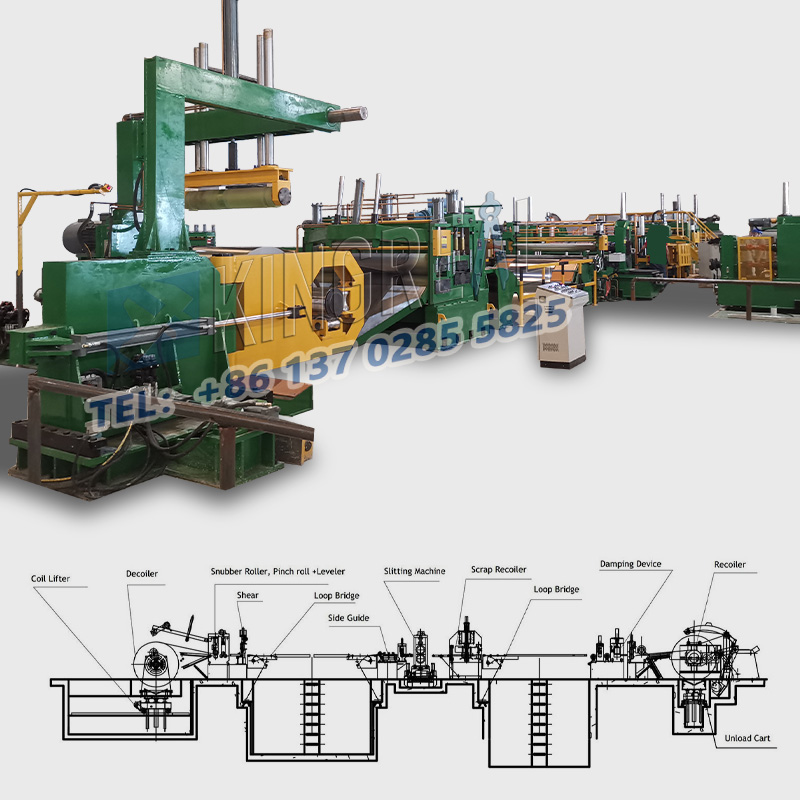
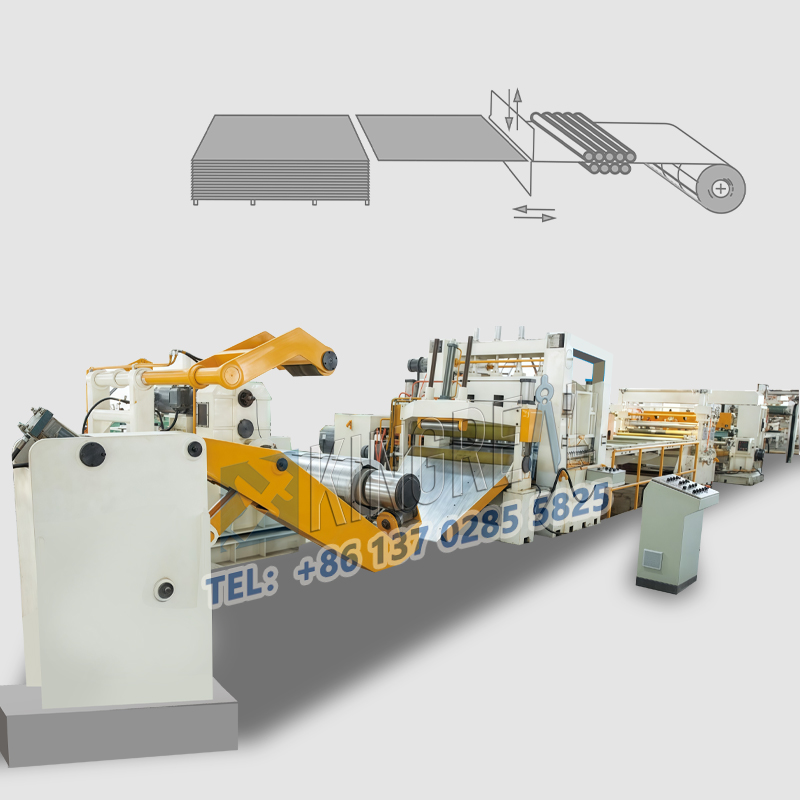
Altzairuzko bobina zatitzeko lerroakegin material-erroilu zabalak desbobinatzea, zatitzea eta birbobinatzea bezalako eragiketak, zehaztasun handiko eta errebarik gabeko zerrenda estuak sortzeko. Hala eta guztiz ere, fenomeno anormal batzuk gerta daitezke altzairuzko bobinak zatitzeko makinaren funtzionamenduan, haizearen forma anormala eta txapa prozesatzeko deformazioa barne. KINGREAL STEEL SLITTER-en artikulu honek altzairuzko bobinaren zatiketa-lerroetan ohiko arazoak konpontzeko moduari buruzko azalpen zehatza emango du funtzionamendu eraginkorra bermatzeko.
1. Bobina biguna
-Fenomenoa: Soltetasuna dela eta, altzairuzko bobinak birbobinatzeko makinaren ardatzetik ateratakoan obalo itxurako bobina leun bat garatzen du.
-Irtenbidea: Ziurtatu nahikoa tentsio dagoela harilaren hasieran, eta gero poliki-poliki murriztu presioa bobina bolumena hazten den heinean. Tentsioaren doikuntza egokiak bobina bigunak agertzea eraginkortasunez ekidin dezake.
2. Haize irregularra
-Fenomenoa: altzairuzko bobinak forma teleskopikoa erakusten du okerreko harilkatzeak eragindakoa.
- Kausak eta konponbideak:
A. Tentsio nahikorik eza: hasierako tentsioa baxua bada, akabera garaian deformazioak sortuko dira. Haizearekin hasita, tentsioa igotzea gomendatzen da; pixkanaka murriztu bobina bolumena hazi ahala.
B. Tentsio desorekatua: ebaketa-angelu txarrak edo gida-desegokitzeak luzera irregularrak sor ditzake alde bakoitzean. Ziurtatu birbobinatzeko makina behar bezala lerrokatuta dagoela tentsio-aldakuntzak izateko aukera minimizatzeko; egiaztatu bere ezarpenak.
C. Barneko besarkada-kokapen posizio eskasa: Engaiamendu ez-koherenteak tentsio-aldaketak eragiten ditu; bereizgailuaren posizioa berriro egokitu behar da koherentzia bermatzeko.
D. Altzairuzko zerrenda ezkerrera eta eskuinera kulunkatzen da begiztan: behean sakatzeko feltroa bezalako material leunak erabiltzeak modu eraginkorrean saihes dezake kulunka egitea.
E. Ekoizpen-lerroaren geldialdia: Geldialdi baten ondoren berrabiarazten denean, arreta jarri behar zaio tentsioa berreskuratzeari haizearen presio egonkorra mantentzeko.
F. Bereizlearen zabaleraren ezarpen desegokia: Ziurtatu bereizgailuaren zabalera behar bezala ezarrita dagoela, orokorrean amaitutako produktuaren zabalera gehi plakaren lodiera.
3. Barruko Diametro Arkua
-Fenomenoa: harilkatzeko prozesuan, altzairuzko bobinak bat-batean barne-diametroko arkuak erakusten ditu birbobinatzeko makinatik kentzean.
-Kausa: Gehiegizko harilkatzeko tentsioarekin erlazionatuta egon ohi da, batez ere plaka lodiak prozesatzen direnean.
-Konponbidea: Egokitu presioa eta bermatu tentsio berdina barne-diametroko arkuak saihesteko.
1. Suge-itxurako okertzea (Sickle Bend)
-Fenomenoa: zizailatzeak altzairuzko bobina zabaleraren norabidean makurtzea eragiten du.
- Kausak eta kontrako neurriak:
A. Lehengaien arazoak: mozketaren ondoren askatzen da bobina nagusiaren hondar-tentsioa. Materiala prozesatzeko garaian estresa arintzeko tratamendua egitea gomendatzen da.
B. Erreba-arazoak: Errebak ertz lodiera irregularra eragiten dute. Mantendu tresna zorrotzak prozesatzeko garaian errebak saihesteko.
C. Pala-hutsune irregularra: Ziurtatu pala-hutsune uniformea, eremu jakin batzuetan hutsune handiegiek edo txikiek eragindako luzatze-diferentziak saihesteko.
D. Erretiratzailearen alde bakarreko tentsioa: Mantendu tentsio orokorra uniformea eta egokitu bereizleak eta tentsio-plakak koherentzia bermatzeko.
E. Alboko gidak estuegiak: Doitu alboko gidak behar bezala ebakitzean, gehiegizko estutasuna ekiditeko.
2. Ertz-uhinak
-Fenomenoa: altzairuzko zerrendaren ertzak deformatzen dira luzatzearen ondorioz.
- Kausak eta kontrako neurriak:
A. Errebak eragindako ertz-uhinak: Errebak kontrolatzea indartu eta berehala kudeatu.
B. Neurtzeko arrabolaren gehiegizko presioa: doitu arrabolaren presio-parametroak gehiegi luzatzea saihesteko.
C. Ebaketa-tresnen alboko higadura: ebaketa-kalitatea bermatzeko, maiz egiaztatu ebaketa-erreminten egoera.
D. Alboko giden altuera-aldea: aldizka egiaztatu ebaketa-tresnen altuera koherentzia ziurtatzeko.
E. Desbideratze-arrabolaren higadura itzuleraren aurretik: aldiro neurtu aurrealdeko arrabolaren higadura tentsio uniformea bermatzeko.
3. Gerriaren zimurak
-Fenomenoa: Altzairuzko xaflaren zabaleraren norabidean tolesturak agertzen dira.
- Kausak eta kontrako neurriak:
A. Ebakitzeko aiztoak eragindako tolesturak: Doitu gomazko eraztunen tamaina ebaketa-tresnek harrapatzeko.
B. Lehengaien forma-arazoak: Erabili hiru erroiluen berdintzeko makina eta egin kalitate-kontrolak ebaketa-urratsaren aurretik.
C. Zabaltzeko eta uzkurtzeko danborraren arazoak: Bermatu altzairu-zerrenda eta danborraren arteko ukipen ona zabaltzeko eta uzkurtzeko prozesuan, desnibelak saihesteko.
4. Hariketa Markak
-Fenomenoa: itzulgailuaren zabaltze- eta uzkurtze-danborraren gainazaleko irregulartasunak harilkatze-kalitateari eragiten dio.
-Kontraneurriak: hedatzeko eta uzkurtzeko danborraren gainazala aldizka ikuskatu eta berehala egokitu edo ordezkatu.
5. Zimurrak
-Fenomenoa: altzairuzko xaflaren gainazalean zimurrak agertzen dira.
- Kausak eta konponbideak:
A. Forro-paperaren arazoak: Ziurtatu forro-paperaren kalitatea eta saihestu gainjartzea eta zimurtzea.
B. Gomazko eraztun-arazoak: aztertu aldian-aldian gomazko eraztunen egoera solteak ez daudela ziurtatzeko.
C. Tentsio-doikuntza desegokia: Indartu tentsio-plakaren doikuntza, zimurrak saihesteko.
Arazoak konpontzerakoanaltzairuzko bobina zatitzeko lerroadisfuntzionamenduak, ikuspegi sistematiko bat hartu behar da. Normalean pauso hauek jarraitu daitezke:
-Datuen grabazioa: funtzionamendu-ingurunea, denbora eta parametroak ezartzea matxura gertatzen denean grabatu.
-Oinarrizko ikuskapena: Ikusizko ikuskapena egin altzairuzko bobinak zatitzeko makinaren funtzionamendu-egoera ikusteko.
-Operadorearekin komunikatzea: operazio-urratsei buruz galdetu operadoreari matxura gertatu aurretik.
-Arazoak urratsez urrats: egiaztatu daitezkeen arazoak banan-banan, goiko akatsen sailkapenaren arabera.
-Tresnaren erabilera: Neurtzeko eta doitzeko beharrezko tresnak eta tresnak erabiltzea.
KINGREAL STEEL SLITTER-ek espero du artikulu honen bidez modu eraginkorrean aurre egin diezaioketela hainbat arazori.altzairuzko bobina zatitzeko lerroaeta ekoizpen egonkorra eta etengabea bermatzea. Ohiko mantentze-lanak eta prestakuntza profesionala ere neurri garrantzitsuak dira matxurak saihesteko.