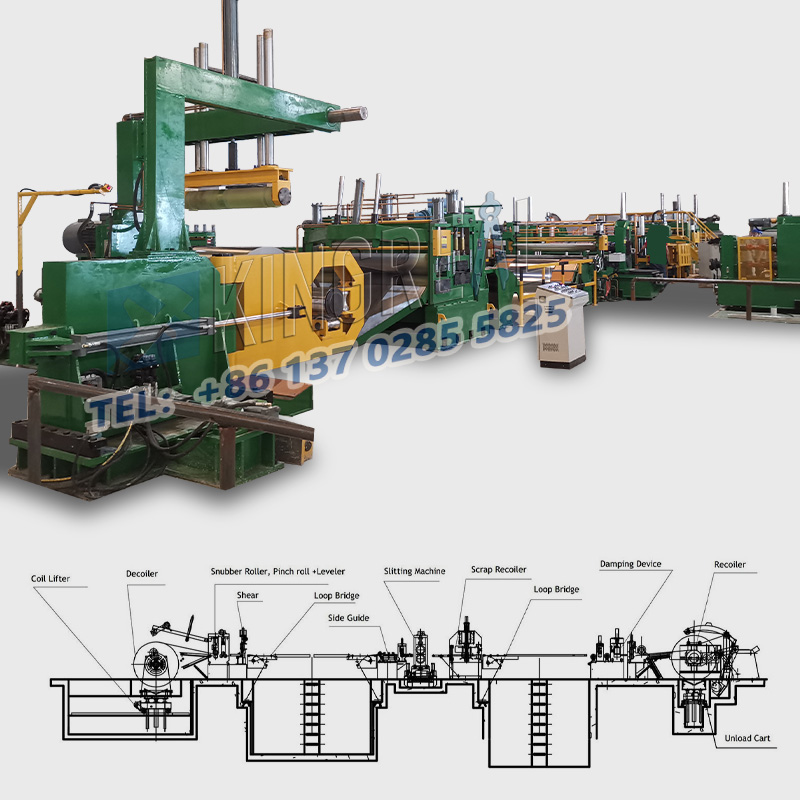
Metalak zatitzeko makinakmetalak prozesatzeko industrian oso erabiliak dira, batez ere, metalezko material erroiluak hainbat zerrenda estutan mozteko. Dena den, benetako funtzionamenduan zehar, metalezko zirrikitu-lerroek hainbat anomalia izan ditzakete, prozesatzeko eraginkortasuna edo material-hondakinak murriztuz. KINGREAL STEEL SLITTER-en artikulu honek metala mozteko makinen ohiko funtzionamendu-arazoei aurre egingo die eta dagozkion irtenbideak emango ditu erabiltzaileei metalezko zatiketa-lerroak hobeto erabiltzen laguntzeko.
1.1 Bobina kolapsoa
Zirkatu ondoren, altzairuzko bobina bobinatik kentzen denean, askotan kolapsatu egiten da eta obalo itxura hartzen du. Fenomeno honen arrazoi nagusia harilkatzeko prozesuan zehar tentsio nahikorik ez izatea edo altzairu-zerrendaren gainazalean herdoilaren prebentziorako olioa egotea da, geruzen arteko marruskadura nahikoa saihestuz. Arazo hau konpontzeko, neurri hauek har daitezke:
1.1.1 Ziurtatu harilkatzeko prozesuan tentsio nahikoa aplikatzen dela bobina deformatzea ekiditeko.
1.1.2 Aldian-aldian ikuskatu altzairu-zerrenda gainazala garbi dagoela eta oliorik gabe dagoela ziurtatzeko, horrela geruzen arteko marruskadura ona ziurtatuz.
1.2 Altzairuzko bobinaren ertz irregularrak
Altzairuzko bobinaren ertz irregularrak faktore hauek eragiten dituzte batez ere:
1.2.1 Tentsio eskasa: tentsio ahulak harilaren hasieran eta tentsio indartsuak harilaren amaieran bihurritu irregularra dakar. Hori ekiditeko, tentsioa handitu behar da bihurriketaren hasieran eta txikitu amaieran.
1.2.2 Tentsioaren banaketa irregularra: altzairuzko zerrenda ez bada zuzen mozten lehen ertzean, edo besarkadek altzairuzko zerrendaren lehen ertzean hozka egiten badute ebakitzean, tentsioaren banaketa irregularra ekarriko du. Funtzionatu baino lehen, ziurtatu zirrikitu-zerrenda bobinaren gainazalean ondo lotuta dagoela tentsio berdina bermatzeko.
1.2.3 Begizta-zuloan oszilazioa: altzairuzko bandak begizta-zuloan alde batetik bestera oszilatzen badu eta gida-arrabol txikiak behar bezala finkatzen ez badira, tentsio-plakaren angeluan aldaketak eragin ditzake, bihurritu irregularra eraginez. Oszilazioa murrizteko, alfonbra edo feltro bat erabil daiteke begizta zuloaren ondoren altzairuzko zerrendaren gainazalarekin harremanetan jartzeko, eta gida arrabol txikiak finkatu behar dira.
1.2.4 Burr Sorkuntza: altzairu-zerrenda estuetarako, ebaketa garaian bi aldeetako erreba handiak edo koherenteak ez diren errebak bihurritu irregularrak sor ditzakete. Gomendagarria da altzairu-zerrenda errebak gorantz begira jarrita begizta-zuloan iraultzea, errebak beherantz begira egon daitezen, arazo hori eraginkortasunez saihestuz.
Zirkatu ondoren, altzairuzko zerrendak deformazioa izan dezake, hala nola alboko tolesturak. Arrazoiak nahiko konplexuak dira:
2.1 Ebakidura-hutsune irregularra:
Bateanmetala zatitzeko makina, ebaketa-ardatzaren sorbaldan erreferentzia-puntu okerrak, ebakitzeko ardatzaren errodamenduaren gehiegizko urruntze axiala edo tartean edo haren lodieran akatsek ebakidura-hutsuneak sor ditzakete, deformazioa eraginez. Aldian-aldian ikuskatu eta kalibratu metal slitting lerroa bere funtzionamendu normala ziurtatzeko modu eraginkorrean saihesteko egoera hori.
2.2 Materialaren lodieraren aldakuntza:
Material zabalaren erdiko eta ertz zatien arteko lodiera-aldea arazo arrunta da, batez ere ijetzitako materialetan. Metalezko slitting-lerroen zehaztasun- eta doikuntza-tekniken desberdintasunak direla eta, fabrikatzaile ezberdinen materialen lodiera-aldaerak ere aldatzen dira. Prozesatu aurretik lodiera-probak egitea gomendatzen da eta benetako lodieraren diferentziaren arabera doitzea.
2.3 Oinarrizko materialaren tolestura:
Ijezketan oinarri-materialean sortzen den barne-tentsioa hondar-tentsio potentziala deritzo. Luzetarako zirrizketaren ondoren tentsioaren oreka galtzeak altzairuzko bandak tolestu ditzake. Horregatik, kalitate handiko lehengaiak hautatzea eta ijezketa-prozesua optimizatzea irtenbide garrantzitsuak dira.
2.4 Errebak edo ertzak koherenteak:
Plakaren lodiera handiagoa bada harilkatzerakoan erreba handiagoak dituen aldean, bobinaren diametro handiagoa ekarriko du eta tronpeta itxurako bihurgune bat osatuko du. Horri aurre egiteko, beste aldean lodiera egokia duen papera txerta daiteke edo zatiketa prozesu bat har daiteke.
2.5 Zerrendaren ertz uhinak:
Harilkatzeko prozesuan, errebak egoteak lodiera handitzea ekar dezake altzairu-zerrendaren ertzean, ertzaren luzapena eraginez. Metalezko lur-makinaren funtzionamenduan zehar, sake horizontala handitu behar da alboko presioa murrizteko. Gainera, ebakitzen den materialarentzat egokiak diren xaflak erabiltzeak eta xafla higadura murrizteak ere laguntzen du arazo hori konpontzen.
3.1 Blades harrapatuta
Altzairu-zerrenda estu bat zatitzean, hatz-formako presio-plakak kanpoko bi palen arteko hutsunea guztiz betetzen ez badu, altzairu-zerrenda kanpoko bi palek harrapatzen dute, eta ondorioz, tolesturak sortuko dira. Arazo hori saihesteko estrategia eraginkor bat da kanpoko palen arteko hutsunea presio plaka lau batekin betetzea eta kerosenoa labei aldizka aplikatzen dela ziurtatzea marruskadura murrizteko.
3.2 Danbor-bailerretan bihurritzea
Metalezko zatiketa-makinetan, altzairuzko zerrenda ez bada ondo moldatzen lehen harilkadura-pasadan harilkadura-danborraren aurka, tolesturak sor daitezke hurrengo harilkatzerakoan. Hori ekiditeko, harilkatzeko danbor-barailak aldian-aldian egiaztatu behar dira, eta altzairu-zerrenda danborrari ondo eta ongi lotuta dagoela ziurtatu behar da harilaren hasieran.
4.1 Presio-plakek eragindako pala markak
Presio-plakaren altuera gida-plakarekin bat ez badator, altzairu-zerrendan gehiegizko presioa eragin dezake eta, ondorioz, pala markak sortuko dira. Hori dela eta, presio-plakaren altuera aldian-aldian egiaztatu eta egokitu behar da gida-plakaren altuerarekin bat datorrela ziurtatzeko.
4.2 Pala-presio-plakaren bibrazioa
Pala-presio-plakak gora eta behera bibratzen duenean, pala markak ere sor ditzake. Pala-marka hauek tarteka izaten dira normalean, eta arrazoi nagusiak honako hauek dira: ardatzaren okertzea, pala eta ardatzaren arteko gehiegizko tartea eta metal-hondakinen sinterizazioa palaren beste aldean. Buruaren egoera egiaztatzeak eta palak garbi mantentzeak pala marken agerpena eraginkortasunez murrizten du.
Metalezko lur-lerroakezinbestean hainbat arazo aurkituko dituzu eguneroko erabileran, baina arazo asko saihestu edo arindu daitezke ikuskapen eta mantentze zorrotzen bidez. Arazo arruntak eta metalak mozteko makinetarako dituzten irtenbideak ulertzeak eta menderatzeak lagun diezaieke erabiltzaileei produkzio-prozesuak optimizatzen eta lanaren eraginkortasuna hobetzen. KINGREAL STEEL SLITTER-ek goiko iradokizunek erreferentzia baliotsua emango dizutela espero du zure metalezko zatiketa-lerroa erabiltzeko eta funtzionamendu etengabea eta eraginkorra ziurtatzea. Galderarik baduzu, jar zaitez harremanetan KINGREAL STEEL SLITTER-ekin!