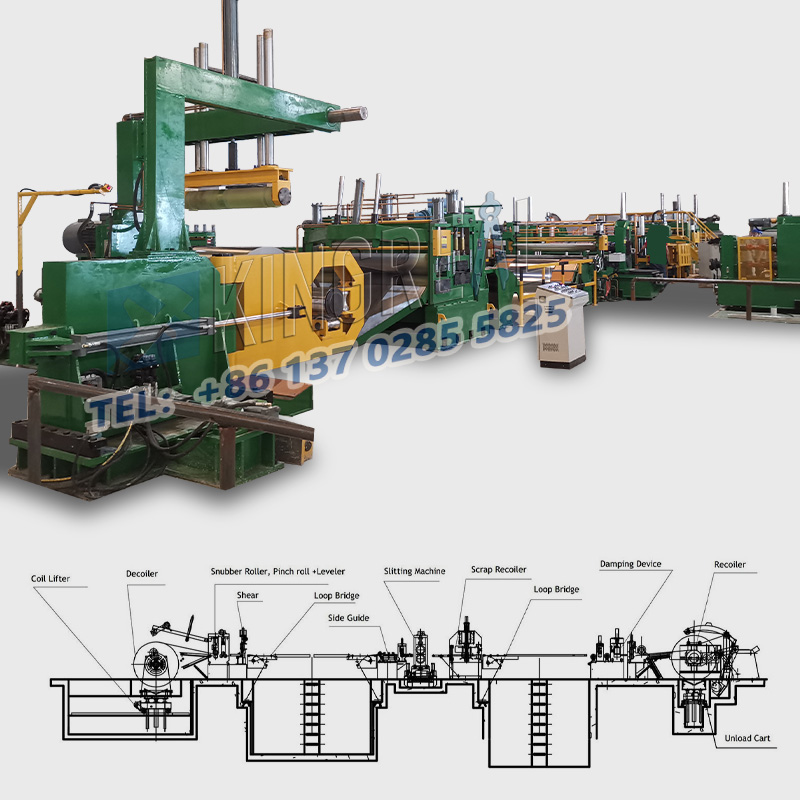
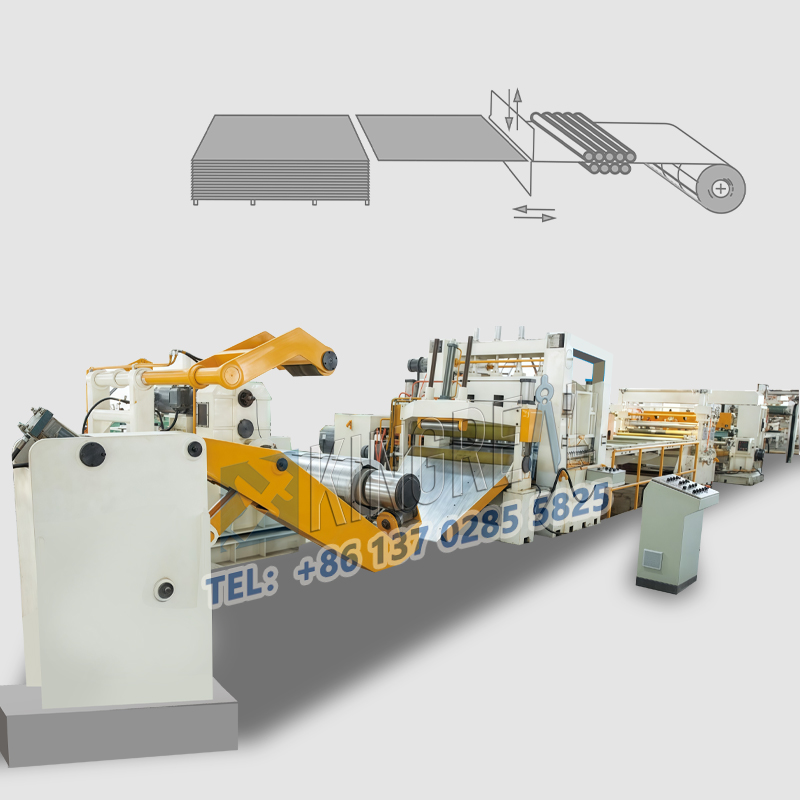
Metalezko bobinak prozesatzeko alorrean,altzairu-zerrendak zatitzeko makinakaltzairu herdoilgaitza, aluminioa, karbono-altzairua eta silizio-altzairua bezalako bobinak luzerako zatitzeko erabiltzen dira. Zerrenda estuen dimentsio-zehaztasuna, ebakiaren leuntasuna eta erreba edo kamber-en presentzia edo eza altzairu-zerrenda-lerroaren goiko eta beheko xaflaren arteko tarteak zuzenean zehazten ditu.
Eguneroko produkzioan, prozesatzen ari den bobinaren lodiera aldatzen den bakoitzean edo gogortasun ezberdineko material desberdinak erabiltzen diren bakoitzean, operadoreak aldi berean egokitu behar du altzairu-zerrenda zatitzeko makinaren xaflaren tartea.
Xaflaren sake egokiari esker, altzairu-zerrenda-lerroak zehaztasun handiko zerrenda estuak moztu ditzake ebaketa leun, errebarik gabeko eta zeharkako geruza uniformeekin; Sake-balio desegokiek produkzio-akats ugari eragingo dituzte, hala nola ertzak kizkurtzea, xafla txirbilak, banda tolesteak eta ertzaren errebak metatzea. Artikulu honek, KINGREAL STEEL SLITTER-ek, esperientzia praktikoa konbinatuko du sake-parametroen estandarrak guztiz azaltzeko, doikuntza-logika, metodo praktikoak eta parametroak ezartzeko zehaztapenak altzairu-zerrenda mozteko makinen xaflaren sakea.

Altzairu-zerrenda mozteko makinetan, pala-sakearen eta bandaren zehaztasunaren arteko erlazioa
Altzairu-zerrenda mozteko makina baten xaflaren tartea ebakitzeko xafla zirkularren goiko eta beheko multzoak saretzen direnean geratzen den hutsune erradialari dagokio. Balio hau ez da konstante finko bat, baina dinamikoki aldatzen da prozesatutako materialaren lodiera eta gogortasunaren oinarrizko bi aldagaiekin. Bi faktore hauek zuzenean zehazten dute zatiketaren kalitateaaltzairu-zerrenda zatitzeko lerroa.
1. Materialaren lodiera
Prozesatutako bobinaren materialaren lodiera aldatzen denean, altzairu-zerrenda txikitzeko makinaren xaflaren sakea horren arabera egokitu behar da. Altzairu-zerrenda zatitzeko lerroak metal-zerrenda lodiak prozesatzen baditu, xaflaren tartea behar bezala handitu behar da; Sake txikiegiak goiko eta beheko xaflak xafla materiala indarrez estutzea eragingo du, berehala palan gorputzaren karga areagotuz, eta horrek erraz ekar dezake pala hautsi eta ebakitzeko ardatzaren deformazioa, altzairuzko zerrenda mozteko makinen ebakitzaileen eta ardatzaren bizitza nabarmen laburtuz.
Alderantziz, altzairu-zerrenda zatitzeko lerroa material meheak prozesatzeko aldatzen denean, xaflaren tartea murriztu behar da. Sakea handiegia bada, xafla-materiala ezin da xaflak guztiz moztu, materialaren ertzak urratuko dira zizailatze-prozesuan zehar, eta amaitutako zerrendaren bi aldeetan erreba-kopuru handia agertuko da. Kasu larrietan, banda estu osoak kamber bat izango du, dimentsio-perdoiak gaindituz eta beheranzko estanpazio, tolestu eta konformazio prozesuen baldintzak betetzen ez dituena.
0,1 mm-tik beherako lodiera duten metal-zerrenda oso meheetarako, metal-errizketa-makina baten pala hutsune teorikoa zerora hurbiltzen da, palen mikro-interblokeoan oinarritzen da zehaztasun-zirketa lortzeko.
2. Materialaren gogortasuna eta trakzio erresistentzia
Metal desberdinek trakzio-erresistentzian eta gogortasunean alde nabarmenak erakusten dituzte, eta ondorioz, altzairu-zerrenda zatitzeko makinetarako egokiak diren pala-tarte guztiz desberdinak daude. Gogortasun handiko eta trakzio-ersistentzia handiko materialek, karbono altzairu lodiak, altzairu herdoilgaitzak eta siliziozko altzairuak adibidez, egitura molekular trinkoak eta zizailatze-erresistentzia handiagoak dituzte, eta altzairu-zerrenda-lerroetan pala hutsune handiagoak behar dituzte. Erresistentzia baxuko material bigunak, hala nola aluminio hutsa eta aluminiozko xafla meheak, plastikotasun handia eta zizailatze-erresistentzia baxua dute, altzairu-zerrenda zatitzeko makinetan pala hutsuneak egokiro txikiagoak izateko.
Metalezko zirrizketaren printzipio fisikoa ez da ebaketa hutsa, xaflaren presioaren azpian xafla materialaren zizaila partziala eta trakzio-haustura baizik. Gogortasun handiagoko materialek haustura plastikoaren proportzio handiagoa dute, eta hutsune handiagoak behar dituzte sekzio leuna lortzeko. Aluminio bigunak deformazio plastiko handia erakusten du; gehiegizko hutsuneek materialaren estrusioa, malutaketa eta kizkurtze akatsak sor ditzakete.
Doikuntza-metodo estandarra altzairu-zerrenda-lerroaren laba-hutsunerako
Gaur egun, nagusienakaltzairu-zerrendak zatitzeko makinakmerkatuan zehaztasun shims-etan oinarritzen da pala hutsunearen kontrol zehatza lortzeko. Lodiera ezberdinetako shims eta buxins gehituz edo kenduz, ebakitzailearen ardatzaren goiko eta beheko palen arteko tarte erradiala zehatz-mehatz kontrolatzen da. Doikuntza-prozesu osoa lau eragiketa nagusik osatzen dute:
(1) Shim oinarrizko hutsunearekin lotzea
Zirkulazio formalaren aurretik, lehenik eta behin, berretsi erroiluen materiala eta lodiera, hautatu oinarrizko hutsunearen balioa hutsunearen parametroen taularen arabera, eta, ondoren, hautatu dagokion lodierako zehaztasun-shims-ak ebakitzeko ardatzaren eta altzairu-zerrenda-lerroaren xaflaren bi aldeetan muntatzeko. Zehazki parekatuta dagoen lodiera altzairuzko zirrikitu-makinen palak uniformeki lotuta daudela bermatzen du, zizaila-prozesuan alde bakarreko estrusioa, txirbildura eta ertzak kizkurtzea saihestuz. Honek pala higadura nabarmen murrizten du eta ebakitzaileen multzo osoaren bizitza luzatzen du.
(2) Artezketa eta Palaren kontzentrismoa zuzentzea
Altzairuzko zirrikitu-lerroa intentsitate handian denbora luzez erabiltzen bada eta palak alde batetik kolpatzen badira, pala kontzentrikotasuna desorekatu egingo da. Arinaren zehaztapenak zuzenak badira ere, palan tartea aldatu egingo da funtzionamenduan zehar. Funtzionamendu-matxura mota hau ezin da egokitu shimekin. Pala multzo osoa desmuntatu behar da altzairu-zerrenda mozteko makinaren ebaketa-ardatztik, artezteko profesional batera bidali behar da berriro artezteko eta kanpoko artezketa egiteko, pala kontzentrikotasuna zuzenduz, eta, ondoren, berriro instalatu altzairu-zerrenda zatitzeko lerroan, shim tartea berriro egokitu aurretik.
(3) Ebakitze-ardatz desorekatuak zuzentzea
Altzairu-zerrenda ebakitzeko makinaren goiko eta beheko ebakitze-ardatzek zizaila-inpaktuak jasaten dituzte denbora luzez, eta ondorioz, tolestura txikia eta gainazaleko higadura irregularra eragiten dute. Ardatz biraketan zehar, pala tartea aldian-aldian mugitzen da, amaitutako zerrendaren alde batean errebak sortzen dira eta bestean ebaki leuna sortzen da. Honi aurre egiteko, makina gelditu egin behar da, altzairuzko zerrendaren zirrikitu-lerroaren ebaketa-ardatz-multzoa desmuntatu, ardatzaren gorputzaren lurrean higatutako guneak eta zuzendu eta mozteko ardatzaren oreka dinamikoa kalibratu, biraketak eragindako hutsunearen gorabeherak ezabatzeko.
(4) Ebakidura-hutsunea egonkortzea euskarriekin
Shims eta bereizgailuak altzairu-zerrenda zatitzeko makinaren hutsunea doitzeko oinarrizko osagai laguntzaileak dira. Ebaketa-pala talde bakoitzaren bi alboetan instalatuta, xaflak zehatz bereiz ditzakete, talde bakarreko ebaketa tartea kontrolatu eta goiko eta beheko xaflaren paralelismo horizontala mantendu. Erresistentzia handiko altzairuzko junturak eta buxinek zurruntasun handia ematen dute, eta muntatu ondoren palak arrastatzea eta talka egitea saihesten dute. Era berean, ebaketa-xafla anitzen arteko tarte uniformea bermatzen dute altzairu-zerrendaren ebakitze-lerroaren ebakitze-ardatz osoan, zerrenda anitzetan ebaketa-zehaztasun koherentea mantenduz.
Ezarpen estandarraren zehaztapenak altzairu-zerrenda-lerroen Blade Gap parametroetarako
Palaren tartea ezartzeko oinarrizko erreferentziaaltzairu-zerrendak zatitzeko makinakprozesatutako materialaren lodiera, gogortasuna eta trakzio-erresistentzia da. Beheko taulak altzairu-zerrenda-lerroekin bateragarriak diren erabili ohi diren hainbat metalen hutsune estandarra erakusten du:
|
Lodiera |
Altzairu herdoilgaitza |
Aluminioa |
Altzairua |
Karbono altzairua |
Silicon Steel |
| <0,1 mm |
0 | 0 | 0 | 0 | 0 |
| 0,1-0,4 mm |
10-15 |
8-12 |
8-12 |
14-20 |
8-10 |
| 0,5-1,0 mm |
12-18 |
10-15 |
10-15 |
18-25 | / |
| > 1,0 mm |
15-20 | 12-18 | 12-18 | 18-25 |
/ |
Altzairu-zerrenda mozteko makina batean pala hutsunea doitzea bobina zatitzeko amaitutako produktuaren kalitatea kontrolatzeko oinarrizko prozesu bat da. Hutsunearen balioaren bat etortzeak zuzenean eragiten die produkzio-eraginkortasunari, erreminten higadurari eta produktu amaitutako kualifikazio-tasa altzairu-zerrenda-lerroari. Altzairu-zerrenda mozteko makinaren eguneroko funtzionamenduan, operadoreek materialari eta lodierari dagozkion hutsune-parametroak memorizatu behar dituzte, doikuntza zuzena egiteko doitasun-shims-ak erabili behar dituzte, eta aldian-aldian ikuskatu behar dituzte xaflak eta ebakitzeko ardatza produkzio-hutsegiteak murrizteko, hala nola errebak, txirbilak eta dimentsio-desbideraketak.
Informazio gehiagorakoaltzairu-zerrenda zatitzeko lerroamartxan jartzea, erremintak hautatzea, bobinak prozesatzeko aholkuak edo altzairu herdoilgaitzerako, karbonozko altzairurako eta aluminiorako egokiak diren altzairu-zerrenda guztiz automatikoak pertsonalizatzeko, jarri harremanetan zuzenean KINGREAL STEEL SLITTER-ekin!