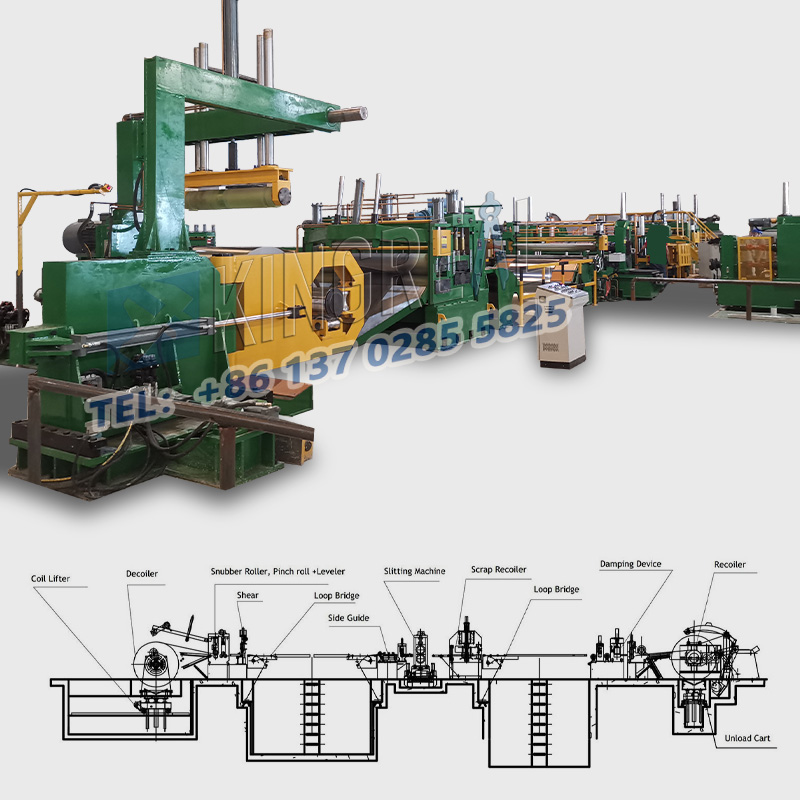
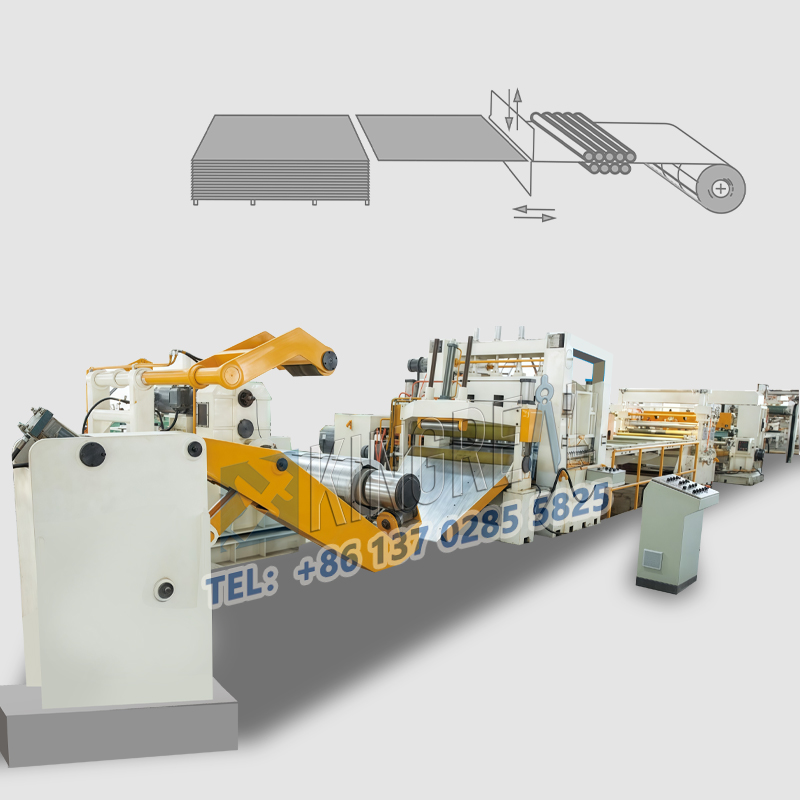
Theabiadura handiko zatiketa-lerroa, 230m/min-ko gehienezko funtzionamendu-abiadurarekin, modu eraginkorrean burutzen ditu funtsezko prozesuak, hala nola, metalezko bobinak desbobinatzea, zatitzea eta atzera botatzea, ekoizpenaren eraginkortasuna eta prozesatzeko zehaztasuna nabarmen hobetuz. Hala eta guztiz ere, epe luzerako karga handiko eta abiadura handiko eragiketetan, abiadura handiko mozteko makinak hainbat akats izateko joera du, funtzionamendu desegokia, osagaien higadura eta mantentze-lan desegokia bezalako faktoreengatik. Akats hauek ekoizpenaren aurrerapenaz gain, prozesatzeko kalitatea murrizten dute eta abiadura handiko mozketa-lerroaren bizitza-bizitza laburtu dezakete. Operadore garrantzitsuei abiadura handiko zatiketa-makinen funtzionamendu-arazoak hobeto jorratzen laguntzeko eta ekoizpen leuna bermatzeko, artikulu honetan ohiko akatsak, haien arrazoiak eta dagozkion irtenbideak zehaztuko dira abiadura handiko zatiketa-lineen funtzionamenduan zehar, baita beren bizitza luzatzeko aholku praktikoak ere.
1.Slitting neurriak zehaztugabeak
Zirkulazio-dimentsio okerrak arazo ohikoenetako bat daabiadura handiko zatitzeko makinak, batez ere abiadura handiko funtzionamenduan. Arazo hau gertatzen denean, estandar gutxiko produktuen sorta bat ekar dezake, material-hondakinak eta ekoizpen-atzerapenak eraginez.
Arrazoiak:
(1) Tentsio-kontrol ezegonkorra. Abiadura handiko zartatze-lerro baten zatiketa-prozesuan, desbobinatze-, zartatze- eta birbobinatze-faseen arteko tentsio-koordinazio desegokiak materialaren luzapena edo uzkurdura eragin dezake, eta, ondorioz, zirrizketaren dimentsioetan eragin dezake.
(2) Erremintaren higadura handia. Abiadura handiko ebaketa-makina baten palak abiadura handiko ebaketa-egoeran daude etengabe, eta horrek ertzaren higadura, txundidura edo koska ere ekar ditzake. Horrek ezinezkoa egiten du materiala zehatz-mehatz moztea, eta ondorioz, dimentsio-desbideraketak sortzen dira.
(3) Desbideratze anormala zuzentzeko sistema. Desbideratzeak zuzentzeko gailua funtsezkoa da materialen garraio zehatza bermatzeko. Desbideratze-sentsoreak gaizki funtzionatzen badu edo behar bezala kalibratuta ez badago, materiala garraiatzeko desbideratzea eragin dezake, eta dimentsio-desbideraketak sor ditzake.
Irtenbidea:
(1) Ikuskatu abiadura handiko lur-makinaren tentsio-kontrolatzailea tentsio-parametroak materialaren propietateen arabera ezartzen direla baieztatzeko. Egokitu tentsioa desbobinatzean eta birbobinatzean, hiru faseen artean tentsioaren trantsizio leuna bermatzeko, materiala luzatzea edo askatzea saihestuz.
(2) Egiaztatu aldian-aldian palen egoera. Higadurarik, zurrunbilorik edo koskarik aurkitzen bada, ordeztu zehaztapenak betetzen dituzten palekin. Ordezkatu ondoren, doi ezazu palak zehatz-mehatz zentratze zehatza bermatzeko.
(3) Kalibratu desbideratzeak zuzentzeko gailua, egiaztatu desbideratze sentsorearen sentsibilitatea, garbitu sentsorearen gainazaleko hautsa eta orbanak eta birkalibratu desbideratzeak zuzentzeko parametroak, materiala garraiatzeko prozesuan desbideratzen ez dela ziurtatzeko eta zirrizketaren dimentsioen zehaztasuna bermatzeko.
2. Materialen desbideratzea eta zimurra
Abiadura handiko zirrikitu-lerroen funtzionamenduan, materialaren desbideratzea eta zimurtzea ere ohiko arazoak dira, batez ere metalezko bobina meheetarako, non arazoa nabarmenagoa den. Horrek ebakitze-zehaztasunari eragiten ez ezik, kalte materialak ere eragin ditzake, ondorengo prozesatzeari eraginez.
Arrazoiak:
(1) Gida-arrabol desorekatuak. Abiadura handiko arrabolen gida-arrabolak funtsezkoak dira materialak eusteko eta garraiatzeko. Gida-arrabolak maila berdinean instalatuta ez badaude, gainazaleko higadura badute edo objektu arrotzak erantsita badituzte, materialaren gainean indar irregularra eragingo du garraioan, desbideratzea eta zimurtzea eraginez.
(2) Airearen presio nahikoa. Abiadura handiko lur-makinen eragiketa-osagai batzuk airearen presioak eragiten dituzte. Aire-presio-sisteman ihesa badago edo presioa nahikoa ez bada, erlazionatutako osagaiek gaizki funtzionatuko dute eta materialaren garraioa modu egonkorrean kontrolatuko ez dutenean.
(3) Material tentsio irregularra. Zirkulazio-dimentsio okerrak eragiten dituen tentsio-arazoaren antzera, desbobinatzean eta birbobinatzean tentsioaren gehiegizko gorabeherek materialaren luzapen irregularra ekar dezakete garraioan, zimur eta desbideratzea eraginez.
Irtenbidea:
(1) Doitu gida-arrabolen maila. Abiadura handiko zartatze-lerroa gelditu ondoren, ikuskatu abiadura handiko mozteko makinaren gida arrabol guztiak, garbitu gida-arrabolen gainazaleko objektu arrotzak eta orbanak. Gida-arrabolen gainazalean higadurarik badago, konpondu edo ordezkatu garaiz. Doitu gida-arrabolen instalazio-angelua gida-arrabol guztiak maila berean daudela ziurtatzeko eta materiala garraiatzean zehar tentsio berdina dagoela ziurtatzeko.
(2) Egiaztatu sistema pneumatikoa. Egiaztatu kanalizazio pneumatikoan ihesik dagoen ala ez, berritu airearen presioa abiadura handiko mozteko makinak zehaztutako estandarreraino eta aldian-aldian garbitu eta mantendu balbula pneumatikoak, zilindroak eta beste osagai batzuk, sistema pneumatikoaren funtzionamendu egonkorra bermatzeko.
(3) Optimizatu desbideratzeko eta atzera egiteko tentsioa. Materialaren lodieraren, gogortasunaren eta beste ezaugarri batzuen arabera, berriro egokitu abiadura handiko mozteko makinaren tentsio-parametroak, hartu tentsio-kontrol modu egonkorra eta saihestu gehiegizko tentsioaren gorabeherak, materialaren desbideratzea eta errotik zimurtzea murrizteko.
3. Abiadura Handiko Slitting Linearen bibrazio edo zarata anormala
Abiadura handiko zatitzeko makina bat abiadura handian funtzionatzen duenean eta bibrazio anormalak edo zarata zorrotzak jasaten dituenean, abiadura handiko zatiketa-lerroaren osagaiekin higadura edo instalazio arazoak daudela adierazten du. Berehala zuzentzen ez bada, osagaien higadura bizkortuko du eta abiadura handiko mozteko makinaren porrota eta itzaltzea ere ekar dezake.
Arrazoiak:
(1) Errodamenduen higadura. Abiadura handiko mozteko makina baten transmisio-pieza eta gida-arrabolak errodamenduz hornituta daude. Abiadura handiko epe luzeko funtzionamenduak nahikoa lubrifikazio eskasa eta errodamenduen higadura larria ekar ditzake, bibrazioak eta zarata eraginez biraketan zehar.
(2) Gidari uhal soltea. Eraikuntza-uhala abiadura handiko mozteko makina batean potentzia transmisiorako funtsezko osagaia da. Luze erabilita, zahartu eta luzatu egin daiteke, eta ondorioz, uhala askatu egingo da. Funtzionamenduan zehar, txirrikaren aurka igurtziko du, zarata sortuz eta potentzia transmisioari eraginez, eta horrek, aldi berean, abiadura handiko zirrikitu-lerroaren bibrazioa eragiten du.
(3) Osagai mekaniko solteak. Abiadura handiko lur-makina baten epe luzerako karga handiko funtzionamenduan, torlojuak, torlojuak eta konektatzeko beste pieza batzuk askatu daitezke, osagaien arteko konexio txarra eraginez eta bibrazioak eta zarata anormalak eragin ditzakete funtzionamenduan.
Irtenbidea:
(1) Ikuskatu abiadura handiko mozteko makinaren errodamendu guztiak. Errodamenduren bat gastatuta dagoela, itsatsita dagoela edo zarata anormalak egiten baditu, gehitu koipe berezia garaiz lubrifikatzeko. Higadura larria bada, ordezkatu errodamendua berehala errodamenduen kalteak abiadura handiko zirrizketaren linearen funtzionamendu orokorrari eragin ez diezaion. (2) Doitu gidatzeko uhalaren estutasuna. Abiadura handiko mozteko makina gelditu ondoren, egiaztatu uhalaren tentsioa. Transmisio-uhala askatuta badago, egokitu tenkagailu gailua. Eraikuntza-uhala zahartuta edo oso gastatuta badago, ordeztu behar da garaiz, uhala polearekin ondo egokitzen dela eta potentzia-transmisioa leuna dela ziurtatzeko.
(3) Egin torlojuen, torlojuen eta konektatzeko beste pieza batzuen ikuskapen integralaabiadura handiko zatiketa-lerroa. Estutu pieza solteak, batez ere transmisioaren eta gida-arrabolaren finkatzeko posizioetan konektatzeko ataletan arreta jarriz, pieza guztiak ondo lotuta daudela ziurtatzeko eta bibrazioak eta zarata murrizteko funtzionamenduan zehar.
(1) Pala mantentzea
-Eguneroko ikuskapena: Abiadura handiko lur-makina martxan jarri baino lehen, egiazta ezazu xaflak zirrikiturik, herdoilik edo material-hondakinrik duten. Garbitu zikinkeria garaiz, kendu orbanak garbitzaile berezi batekin eta aplikatu herdoilaren aurkako agente lubrifikatzailea lehortu ondoren.
-Aldaketa puntuala: Mantendu pala egoeraren erregistroa. Ordeztu oso higatuta dauden edo ertzak txirbilak edo pitzatuak dituzten xaflak garaiz, gailuaren errendimendu orokorrari eraginik ez izateko.abiadura handiko zatiketa-lerroapala kalteak direla eta.
(2) Lubrifikazioaren kudeaketa
-Gako-piezen lubrifikazioa: koipeztatu pieza mugigarriak, hala nola errodamenduak, engranajeak, zilindro hidraulikoak, kateak eta uhalak aldizka. Errodamenduak/engranajeak biskositate baxuko koipe sintetikoarekin lubrifikatu behar dira egunero, 1000 orduz behin tenperatura altuko erresistentearen olio hidraulikoarekin eta kateak/uhalak hilero litio-oinarritutako koipearekin.
-Garbitu lubrifikatu aurretik: garbitu olio orban zaharrak lubrifikatu aurretik, hautsa xurgatzen duen eta lubrifikazioaren efektuari eragiten dion gehiegizko lubrifikazioa saihesteko.
(3) Tentsioa eta Kalibrazioa
-Tentsioaren kontrola: tentsio-parametroak materialaren propietateen arabera doitzea. Esate baterako, filmen tentsioa nahiko baxua izan behar da, metalezko paperetan, berriz, apur bat handiagoa izan daiteke. Birbobinatzean, erabili tentsio konikoa barne geruzaren konpresioa saihesteko.
-Kalibrazio erregularra: 3 eta 6 hilabetez behin kalibratu pala zentratuak eta sentsoreak. Erabilera-maiztasun handiko abiadura handiko zartatze-lerroetarako, laburtu kalibrazio-zikloa ebaketa-zehaztasuna eta abiadura handiko mozteko makinaren funtzionamendu egonkorra bermatzeko.
(4) Garraio Sistemaren Mantentzea
-Egiaztatu uhalak/kateak: astero uhal/kateen tentsioa ikuskatu, estuegi egoteagatik irristatzea edo gehiegizko higadura ekiditeko. Egin zuzenak edo ordezkapenak puntualki gastatutako gerrikoak/kateak.
-Egiaztatu errodamenduak: Aztertu hiru egunez behin errodamenduen higadura-egoera transmisio-piezetan. Entzun ohiz kanpoko zaratarik eta sentitu gehiegi berotzen dela. Ordeztu kaltetutako errodamenduak berehala.
(5) Sistema elektrikoaren mantentze-lanak
-Garbitu beroa xahutzea: garbitu beroa xahutzeko zuloak eta kutxa elektrikoaren haizagailuak hilero hautsa pilatzea saihesteko eta maiztasun bihurgailuaren eta serbo-kontrolatzailearen aireztapen ona bermatzeko.
-Egiaztatu kableatuak: estutu kablearen terminalak eta egiaztatu kablea zahartzen den, abiadura handiko zatiketa-linearen funtzionamenduan eragiten duten akats elektrikoak saihesteko.
Mantentze estandarizatuaren bidez, porrot-tasaabiadura handiko mozteko makina%40 baino gehiago murriztu daiteke, bere bizitza bizitza nabarmen luzatuz!