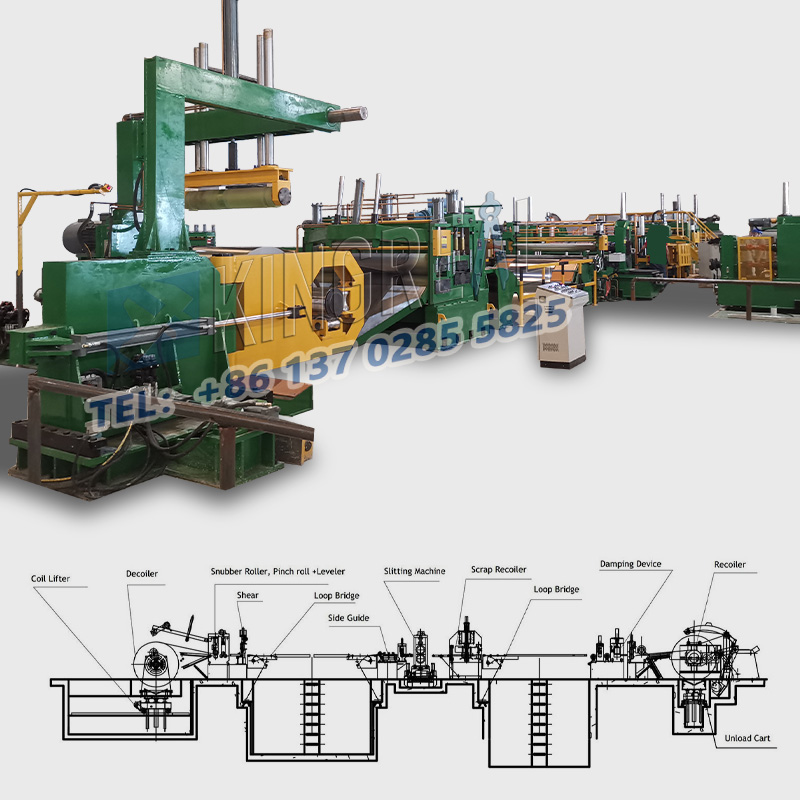
Fabrikazio modernoan,metalak zatitzeko makinaketabobina lerro luzera moztutaMaterialametalikoen luzetarako eta zeharkako ebaketa egiteko oinarrizko ekipoak dira, altzairu, eraikuntza, automozio eta etxetresna elektrikoetan oso erabiliak. Metalezko zatitzeko makinak eta bobina luzera moztutako lerroak erostean, erabiltzaileek guztiz kontuan hartu behar dituzte beren beharrak eta benetako baldintzak ekipamendu egokiena aukeratzeko. Artikulu honek metalak ebakitzeko makinak eta bobina luzerako moztutako lerroak hautatzeko kontuan hartu beharreko faktoreak zehaztuko ditu metalak prozesatzeko industriari produkzio eraginkor, zehatz eta adimentsua lortzen laguntzeko.
1. Metal Slitting Makina mota hautatzea Materialen lodieraren arabera
a erosteanmetala zatitzeko makina, materialaren lodiera funtsezko faktorea da. Materialaren lodieraren arabera metalezko lur-makina mota desberdinak hauta daitezke.
1.1 Material meheak (0,2 ~ 3 mm)
Eredu aplikagarriak: Neurgailu argia mozteko makina
Funtsezko baldintzak:
Zehaztasun handiko gidatzea: gidatzeko zehaztasunak ± 0,01 mm-ra iritsi behar du ebaketa zehatza eta koherentea bermatzeko.
Tentsio baxuko kontrola: material meheek trakzio-deformazioa izateko joera dute prozesatzeko garaian, beraz, tentsio-kontrol-sistema eraginkor bat behar da materiala deformazioa saihesteko.
Pala meheak: pala lodiera 0,3 ~ 0,8 mm bitartekoa izan behar da material-galera murrizteko. Metalezko mozteko makina baten muina bere gidatzeko zehaztasunean eta tentsioaren kontrolan datza. Metala mozteko makina hauek normalean tentsioa kontrolatzeko sistema aurreratuekin hornituta daude ebaketa-prozesuan materialaren egonkortasuna bermatzeko.
1.2 Material ertainak (3,0 ~ 6,0 mm)
Eredu aplikagarriak: Neurketa ertaineko makina
Funtsezko baldintzak:
Tentsio-kontrol egonkorra: tentsio-kontrolaren zehaztasunak ±% 2 ~% 5 barruan egon behar du materialaren ebaketa kalitatea bermatzeko.
Indar handiko erreminta euskarriak: erreminta euskarriak indar handia izan behar du erremintaren ardatzaren deformazioa eraginkortasunez saihesteko eta makinaren egonkortasun orokorra hobetzeko.
Aukerako Artezteko Sistema Automatikoa: Ezaugarri honek xaflaren bizitza luzatzen du, tresnak ordezkatzeko maiztasuna murrizten du eta ekoizpen kostuak aurrezten ditu.
Neurri ertaineko makinek materialaren egonkortasuna eta erremintaren iraunkortasuna orekatu behar dituzte lodiera ertaineko materialen ebaketa-eskakizunak betetzeko.
1.3 Material lodiak (6.0~16.0mm)
Eredu aplikagarriak: zabalera astuneko mozteko makina
Funtsezko baldintzak:
Zurruntasun handiko markoa: burdinurtuzko edo soldatutako marko indartua erabiltzen da makinaren gorputzaren egonkortasuna bermatzeko material lodiak mozteko.
Potentzia handiko motorra: metala mozteko makinak ebakidura indar nahikoa duela ziurtatzen du material lodiak prozesatzeko.
Higadura-erresistenteak diren karburozko xaflak: higadura-erresistenteak diren palek zorroztasuna mantentzen dute karga handietan, palan aldaketa maiztasuna murriztuz.
Metalezko ebakitzeko makina hautatzerakoan, materialaren lodiera kontuan hartzea funtsezkoa da ekipoen funtzionamendu ona bermatzeko. Materialen lodiera desberdinetarako metalezko lur-makina mota egokia aukeratzeak ekoizpenaren eraginkortasuna nabarmen hobetu dezake.
2. Tentsioa Kontrolatzeko Metodoen Konparaketa
Tentsioaren kontrola faktore erabakigarria da zatiketa-prozesuan. Tentsioa kontrolatzeko metodo desberdinak prozesatzeko eszenatoki desberdinetarako egokiak dira; erabiltzaileek benetako beharren arabera hautatu behar dute.
|
Tentsio Kontrol Mota |
Zehaztasuna |
Eszenatoki aplikagarriak |
Abantailak eta desabantailak |
| Tentsio mekanikoa |
±% 10 |
Abiadura baxua, kostu baxuko baldintzak |
Prezio baxua √ gorabeherarako joera × |
| Tentsio Hidraulikoa |
±% 5 |
Lodiera ertaineko zirrikitu estandarra |
Egonkortasun ona √ energia-kontsumo handiagoa × |
| Servo begizta itxiko tentsioa |
±% 1 |
Zehaztasun handiko plaka mehea |
Erantzun azkarra eta energia aurreztea √ kostu handiagoa × |
| Hauts magnetikoaren balaztatze-tentsioa |
±% 3 |
Abiadura ertaineko zatiketa (kobrea eta aluminioa prozesatzea) |
Doikuntza erraza √ bero-sorkuntza handia × |
3. Pala hautaketa eta bizitzaren optimizazioa
Palak osagai garrantzitsu bat dirametalak zatitzeko makinak, eta aukeratzeak zuzenean eragiten die ebaketa-emaitzetan eta material-galera.
3.1 Pala-materialen alderaketa
|
Materiala |
Aplika daitezkeen materialak |
Bizi-iraupena |
Kostua |
| Abiadura Handiko altzairua (HSS) |
Altzairu arrunta, aluminioa |
Ertaina |
Baxua |
| Aleazio gogorra (tungsteno altzairua) |
Altzairu herdoilgaitza, siliziozko altzairua |
Luzea |
Alta |
| Zeramikazko estalitako palak |
Doitasun handiko plaka meheak |
Luzeagoa |
Gorago |
3.2 Blade bizitza luzatzeko 5 aholku
Artezketa erregularra: 8 orduz behin xaflak egiaztatzea eta ehotzea gomendatzen da ebaketa-ertz zorrotza ziurtatzeko.
Arrazoizko gainjartzea: gainjartzea normalean materialaren lodieraren % 10 ~ % 15ean ezartzen da ebaketa leuna bermatzeko.
Lubrifikazioa eta hoztea: mozketan olio lubrifikatzailea erabiltzeak estres termikoak eragindako deformazioa murrizten du.
Saihestu gainkargak: arrazoiz kontrolatu ebaketa-abiadura eta materialaren lodiera ekipamendua gainkarga ez dadin.
Erabili erreminta automatikoko ezarpen-sistema: erreminta automatikoko ezarpenak giza erroreak murrizten ditu eta zehaztasuna hobetzen du.
1. Prozesatzeko baldintzak zehaztu
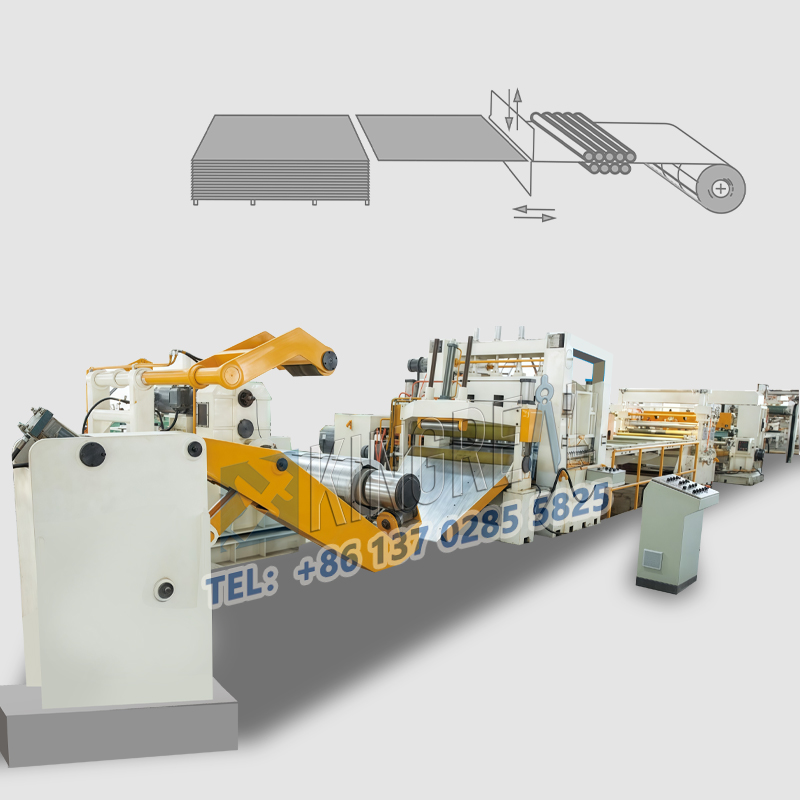
a erosteanbobina luzera lerrora moztuta, lehenik eta behin definitu zure prozesatzeko baldintzak, material mota, zehaztapenak eta ekoizpen-eraginkortasuna barne.
1.1 Material mota eta zehaztapenak:
Erabiltzaileek prozesatu beharreko material mota (adibidez, silizio-altzairua, karbono-altzairua, altzairu herdoilgaitza, etab.) eta haren lodiera eta zabalera-tartea baieztatu beharko dute, hautatutako bobina luzera-lerroaren arabera ebakitako materialaren zehaztapenak bete ditzakeela ziurtatzeko eta hedapenerako tarte bat uzteko. Adibidez:
Luzera lerrora moztutako neurri arina: 0,2-3 mm arteko lodiera duten materialak mozteko egokia.
Luzerarako ebakidura ertaineko marra: 0,3-6 mm arteko lodiera duten materialak mozteko egokia.
Luzera-lerroaren neurri handiko ebakidura: 6-25 mm arteko lodiera duten materialak mozteko egokia.
1.2 Ekoizpen Eraginkortasun Baldintzak
Ekoizpen-eskalaren eta irteera-baldintzen arabera, hautatu zizaila-abiadura eta automatizazio-maila egokia. Bolumen handiko ekoizpenerako, abiadura handiko modeloa gomendatzen da; zehaztasun handiko eskakizunetarako baina ekoizpen lote txikietarako, abiadura baxuko eta doitasun handiko eredua egokia da.
2. Oinarrizko Errendimendu Parametroetan zentratu
2.1 Tresneriaren sistema
Erremintaren materialak, hala nola, zementuzko karburoa edo abiadura handiko altzairua, mekanizazioaren zehaztasuna eta iraunkortasuna eragingo du. Orokorrean, ebaketa-ertzaren zehaztasuna zenbat eta handiagoa izan, orduan eta hobea, normalean ± 0,01 mm-ko tartean. Gainera, erremintak ordezkatzeko erraztasuna eta kostua kontuan hartu behar dira; ordezkapen azkarra ahalbidetzen duen tresneria sistema hobetsi behar da geldialdia murrizteko.
2.2 Transmisio-metodoa
Transmisio metodoabobina luzera lerrora moztutafuntsezko adierazlea ere bada. Servomotorrek gidatutako modeloek zehaztasun handiagoa eta zarata txikiagoa eskaintzen dute normalean, plaka meheetarako eta doitasuneko mekanizaziorako egokiak; hidraulikoki gidatutako modeloek irteera indartsuagoa eskaintzen dute eta plaka lodietako zizaila-eragiketetarako egokiak dira.
2.3 Kokapen-zehaztasuna
Kokapen-zehaztasunak zuzenean eragiten dio ebakiaren zuzentasunari eta dimentsio-koherentziari. ≤±0,02 mm-ko errepikakortasunaren zehaztasuna gomendatzen da ekoizpen eraginkorra eta egonkorra bermatzeko.
2.4 Kontrol-sistema
Marka ezagunen kontrol-sistemak lehenetsi (esaterako Siemens). Beraien interfaze errazak CAD inportazioa edo pertsonalizatutako programazioa onartzen du, erabiltzeko erosoagoak izan daitezen eta ekoizpen eraginkortasuna eraginkortasunez hobetuz.
3. Segurtasuna eta mantentze-lanak
3.1 Segurtasun-konfigurazioa
Ziurtatubobina luzera lerrora moztutababes fotoelektrikoko gailuekin, larrialdietarako gelditzeko botoiekin eta guztiz itxita dauden babes-estalkiekin hornituta dago, operadorearen segurtasuna bermatzeko. Segurtasun-eginbide hauek istripu-arriskua murrizteaz gain, industriako segurtasun-arau garrantzitsuak betetzen dituzte.
3.2 Mantentzeko erraztasuna
Erabiltzaileek bobinaren luzera-lerroaren mantentze-lanaren erraztasuna ere kontuan hartu behar dute, besteak beste, lubrifikazio-sistema egiaztatzeko erraztasuna, erreminta ordezkatzeko erraztasuna eta bobina luzera-lerroaren egitura-diseinuak eguneroko mantentze eta konponketa errazten duen. Gainera, fabrikatzaileak pieza zaurgarrietarako epe luzerako hornikuntzarako laguntza eskaintzen duen ala ez ulertzea funtsezkoa da.
4. Salmenta Osteko Zerbitzua
Salmenta osteko zerbitzu integrala eskaintzen duen fabrikatzailea aukeratzea ezinbestekoa da epe luzerako funtzionamendu egonkorra bermatzekobobina luzera lerrora moztuta. Salmenta osteko zerbitzu onak instalazioa eta martxan jartzea, funtzionamenduaren prestakuntza, bobina luzera moztutako lerroaren arazoak konpontzea eta ordezko piezen hornidura izan behar ditu erabiltzaileek erabileran zehar hainbat arazo konpontzen laguntzeko.
5. Lekuko proba eta egiaztapena
Luzera-lerroaren arabera moztutako bobina aukeratzerakoan, lekuan bertan probatzea gomendatzen da. Eskatu hornitzaileari prozesatutako laginak emateko bobinaren luzera-lerroaren zizaila-kalitatea bisualki ebaluatzeko. Honek ebaketaren errebak, perpendikulartasuna eta zehaztasun dimentsionala barne hartzen ditu, azken produktuaren kalitatean zuzenean eragiten duten faktoreak.
Faktore hauek ondo ulertuz eta menderatuz, erabiltzaileek produkzio eraginkor, zehatz eta adimentsua lor dezakete metalak prozesatzeko eremuan. Horren inguruan behar zehatzak badituzumetalak zatitzeko makinaketabobina lerro luzera moztuta, mesedez jarri harremanetan KINGREAL STEEL SLITTER-ekin. Zerbitzu eta laguntza profesionala eskainiko dizugu!